


Досить часто на будівництвах, промислових підприємствах, в побуті потрібне зварювання алюмінію. Технологія зварювання алюмінію і його сплавів набагато складніша за технологію з’єднання інших кольорових металів, тому варто заздалегідь уважно вивчити усі можливі способи з’єднання. Багатьох цікавить, які існують методи зварювання алюмінію, в чому полягають особливості зварювання алюмінію і його сплавів, як проходить підготовка алюмінію до зварювання, що є зварювання алюмінію в домашніх умовах. З відповідями на подібні питання, а також корисними рекомендаціями ви можете ознайомитися в цій статті.
Де застосовується алюміній

Найширше алюміній і його сплави представлені в авіа — і суднобудуванні. Оскільки цей метал досить легкий, з нього виготовляють корпусы транспортних засобів, надбудови на палубу і інші деталі. Алюміній швидко займається, і його активно використовують для виробництва вибухових речовин. Також метал входить до складу твердого палива для ракет. Крім того, з нього виготовляють архітектурні елементи, скульптури, барельєфи; фурнітуру для одягу і меблів; корпуси для всілякої техніки; і багато що інше.
Готуємо метал до зварювання
Підготовка алюмінію до зварювання складається з ряду маніпуляцій. Серед них:
- Ретельне очищення. Перш ніж приварити алюміній до будь-якого металу, усі поверхні слід відчистити від масляних і жирних плям, пилу. Це можна зробити за допомогою розчинників.
- Видалення оксидної плівки. Перед зварюванням алюмінію в домашніх умовах газовим пальником кромки обробляють бензином або каустичною содою. Останню обов’язково змивають водою. Ліквідовувати плівку також можна напилком або сталевою щіткою.
- Перевірка цілісності металу. Для цього його поверхню обробляють проникаючим складом, який дозволяє виявити дефекти і місце, відповідне для того, щоб сформувати шов .
Особливості зварювання алюмінію
Зварювання алюмінію в домашніх умовах повинне розпочинатися з детального вивчення властивостей матеріалу. Без цього металу не обійтися у багатьох сферах життя, проте зварювання і пайка зв’язані з деякими труднощами. Щоб з’єднання було міцним і прослужило не одне десятиліття, треба звернути увагу на особливості зварювання алюмінію і його сплавів.
- Окисна плівка, яка знаходиться на металі, плавиться при температурі 20440 градусів за Цельсієм. Сам же метал плавиться при660 градусах за Цельсієм. Ця плівка не дозволяє отримати якісний шов, тому зварювальні роботи по алюмінію повинні відбуватися в середовищі захисних газів.
- Досить важко формувати зварні ванни, оскільки метал має високу плинність. Для полегшення роботи варто використати підкладки, що відводять тепло.
- Кремній і водень, що містяться в алюмінії, погіршують якість шва : при щонайменшому порушенні технології можуть виникнути такі дефекти, як пори і тріщини.
- Зварювання алюмінію газовим пальником повинне проводитися при високих значеннях струму, оскільки він має високу теплопровідність.
- Зварювання алюмінієвих сплавів складне тим, що не завжди вдається точно визначити їх марку і вибрати відповідний режим .

Щоб зруйнувати міцну оксидну плівку, зварювання алюмінію постійним струмом повинне проводитися на зворотній полярності. Тільки в цьому випадку можна досягти того, що катодного, що розпиляло, необхідного для знищення тугоплавкої плівки.
Автоматичне зварювання алюмінію за допомогою плазми дозволяє добитися якісніших результатів, які не може гарантувати зварювання алюмінію газовим пальником. Присадка в цьому випадку робиться дротом, а дуга утворена іонізованим газом. За допомогою плазматрона можливе як зварювання алюмінію будинку, так і з’єднання алюмінієвих поверхонь на СТО, в монтажному цеху, на будівельному майданчику і так далі. Технологія зварювання алюмінієвих сплавів плазмою дозволяє приєднувати до алюмінію тонкі деталі (не товще 0,2-1,5 мм), при цьому вірогідність пропалення шва мінімальна.
Технологія зварювання
Зварювання алюмінієвих конструкцій можна проводити різними способами:
- За допомогою вольфрамових електродів в середовищі інертних газів;
- Напівавтоматичним зварюванням в інертних газах;
- За допомогою покритих плавких електродів;
- Методом контактного зварювання.

Зазвичай зварювання алюмінієвих радіаторів і інших конструкцій проходить за допомогою напівавтомата тоді, коли вони товщі 3-х мм. Для зварювання алюмінію напівавтоматом використовується алюмінієвий дріт. Вона подається в автоматичному режимі, а газовий пальник переміщається вручну. Інертний газ, що поступає під час роботи, служить для захисту алюмінієвих деталей від окислення. Режими зварювання алюмінію підбираються залежно від товщини деталей і електродів, а також сили струму. Перед тим, як зварити алюміній, переконаєтеся, що струм-зворотній полярності, наконечник має діаметр більший, ніж дріт, а що подає дріт механізм забезпечений чотирма роликами. Такі заходи забезпечать цілісність оксидної плівки і нормальний виліт дроту з сопла, без зайвого тертя і м’яття.
Зварювання алюмінію електродом в домашніх умовах робиться тоді, коли товщина деталей перевищує4 мм, а використати громіздке професійне устаткування немає можливості. Зварювання алюмінію і його сплавів таким чином вимагає попереднього нагріву поверхонь : якщо вони середньої товщини, то до 250 З, якщо великої товщини, то до 400 С. Якщо товщина деталей перевищує20 мм, то треба заздалегідь виконати оброблення кромок. Як правило, зварювання алюмінію своїми руками за допомогою електроду робиться електродами ОЗАНА і УАНА. Зверніть увагу, що цей спосіб має ряд недоліків : метал в процесі розбризкується, шлак важко зчищається з поверхонь, шов виходить пористий і в результаті недостатньо міцний. Тому дугове зварювання алюмінію електродом застосовується відносно рідко.
Контактне зварювання алюмінію може бути:
- точковою,
- стиковою,
- шовною.
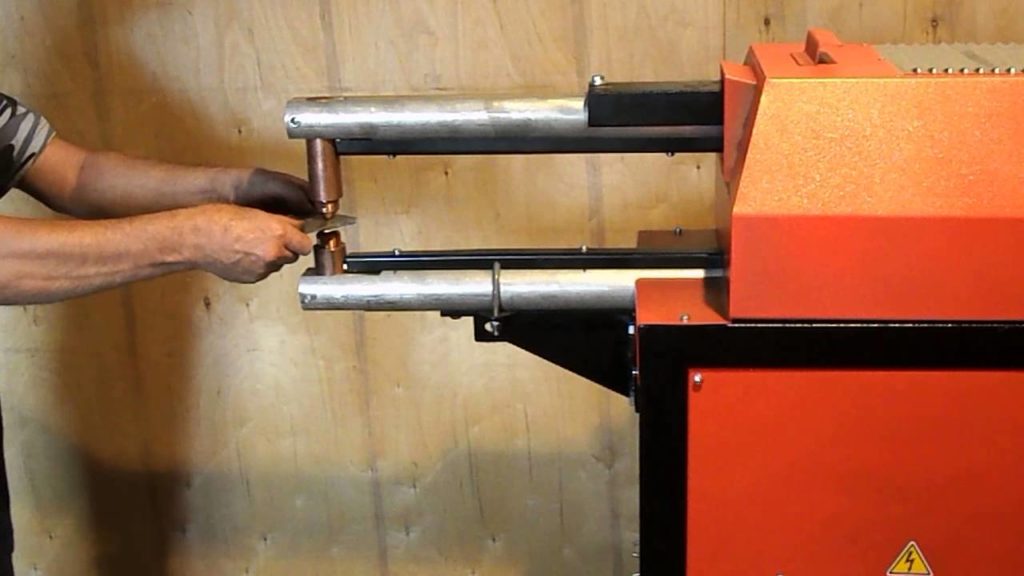
зварювання алюмінію за допомогою машини контактного точкового зварювання
Точкове зварювання алюмінію складне тим, що зварювальникові необхідно переміщати електрод на високій швидкості, щоб забезпечити рівномірний тиск на матеріал. Точкове зварювання алюмінію може проводитися електродами, виконаними з міді і її сплавів. Як і матеріал зварюваної поверхні, вони досить міцні і відмінно проводять електрику, тому таке зварювання задіює закумульовану енергію.
Використання стикового методу дозволяє оплавляти метал рівномірно. Величина струму при цьому повинна складати приблизно 15 тисяч А на1 сантиметр перерізу деталі.
Шовний спосіб доцільний тоді, якщо машина має велику потужність і оснащена іонними переривниками.
З’єднання алюмінію і заліза
Якщо з’єднання між собою алюмінієвих деталей не викликає питань, то багато початкуючих зварювальників ставлять питання-чи можна приварити алюміній до залізної поверхні? Адже сплави алюмінію із залізом, де останнього міститься більше 12 %, мають низьку міру ковкості, а показники теплоємності, теплопровідності і теплового розширення у цих металів настільки різні, що при зварюванні важко уникнути термічної напруги.
Приварити алюміній до заліза можна двома способами:
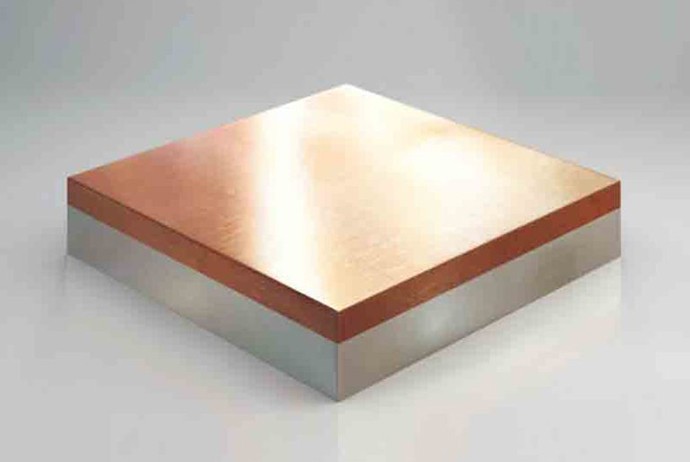
біметалічна пластина
- Покривши поверхню залізної деталі металом, який сумісний з алюмінієм. Для цієї мети чудово підійде цинк. Зварювати варто також дуговим способом.
Як зварити алюміній і нержавіючу сталь
Зварювання алюмінію і нержавіючої сталі потрібне передусім при монтажі складного промислового устаткування, яке експлуатується в агресивному середовищі, тому високі вимоги до якості зварного шва цілком обгрунтовані. Зварювання алюмінію із сталлю може бути проведене як за допомогою біметалічних вставок, так і завдяки покриттю деталей різнорідними матеріалами.
У першому випадку зварювання алюмінію постійним струмом повинне розпочатися з алюмінієвих поверхонь, щоб забезпечити істотне відведення тепла при з’єднанні сталевих поверхонь. Вставка із сталі і алюмінію не має бути перегріта в процесі, інакше інтерметалеве з’єднання в ній стане крихким і ненадійним.
Електрозварювання може проводитися у разі, якщо сталь буде покрита тонким шаром алюмінію. Після того, як буде нанесено покриття, сталь можна приварювати до алюмінію дуговим зварюванням. У процесі обов’язково стежите за тим, щоб дуга не стикалася із сталевою поверхнею. Зварювання алюмінієвих сплавів із сталлю може бути проведене і у разі, якщо сталь буде покрита срібним припоєм. Зварювати треба присадним сплавом з алюмінію, не порушуючи цілісність шару, утвореного срібним припоєм.
Зварювання алюмінію і міді

- “Замкове” з’єднання. На алюмінієву поверхню приварюється мідна накладка. Потім робиться наплавлення, що сполучає усі зварні шви.
- Зварювання за допомогою графітових електродів. Сила зварного струму при цьому повинна знаходитися в межах 500-550 А, довжина дуги-не перевищувати 20-25 мм при напрузі 50-60 В.
Зварювання міді і алюмінію може проводитися як способом електродуги, так і аргонодуговым, і газовим. Не менш поширено холодне зварювання.