


Контактне зварювання-один з найбільш технологічних, але в той же час простих методів з’єднання деталей з металу. Він застосовується як на великому виробництві, так і в побуті. Цей тип зварювання відноситься до термомеханічного, оскільки для з’єднання металів використовується висока температура і механічний тиск одночасно. За допомогою контактного зварювання збирають літаки, судна, автомобілі і мікросхеми. На заводах зазвичай використовують великі потужні апарати.

Також цілком осуществима контактне зварювання, що виконується ручним способом. Для цього домашні умільці використовують саморобні апарати для контактного зварювання, оскільки їх виготовлення не віднімає багато часу і дозволяє заощадити. Саморобні апарати використовуються і удома, і в невеликих приватних майстернях. У цій статті ми розповімо, що таке контактний метод зварювання, як з його допомогою виконується зварювання нержавіючої сталі або будь-якого іншого металу. Також ми навчимо вас збирати апарат для контактного зварювання своїми руками.
Загальна інформація
Контактне зварювання (також “електричне контактне зварювання”, “контактне електрозварювання” або “ERW”)-це метод з’єднання металів шляхом їх нагріву за допомогою струму і одночасної механічної деформації за допомогою тиску. Говорячи простими словами, зварний шов виходить в результаті нагріву металу і його подальшого стискування під двома товстими металевими електродами. При контактному зварюванні ключову роль грає саме струм, а не тиск. Нижче представлена схема простого контактного зварювання.
Під час проходження струму при зварюванні тепло поширюється по металевій деталі, в зоні зварного шва, а також між металевими електродами. При цьому усі ці елементи нагріваються з різною температурою, найбільша концентрація тепла спостерігається, коли встановлений контакт між електродами і деталлю.
Якщо апарат налагоджений правильно і дотримується технологія зварювання, то поверхня металу не повинна нагріватися занадто сильно, оскільки в контактному зварюванні важлива не стільки висока температура плавлення, скільки сукупність температури і механічної дії. Крім того, електроди повинні охолоджуватися (наприклад, за допомогою води). Так що важливо стежити за температурою нагріву. Якщо вона надмірна, то це перша ознака помилки зварювальника або несправного устаткування.
Переваги і недоліки
У контактного зварювання досить багато достоїнств, завдяки яким вона стала така популярна останнім часом. Передусім, такий метод зварювання споживає дуже мало енергії при високій продуктивності. Адже метод контактного з’єднання дуже швидкий і на формування однієї зварної точки йде менше секунди. Якість отримуваних швів на високому рівні, з’єднання виходять міцними і довговічними.
Не потрібно особливі знання, контактним зварюванням може займатися майстер без спеціальної кваліфікації. Також можлива повна автоматизація робочого процесу, аж до відсутності необхідності знаходитися у верстата. Професійні верстати без проблем вбудовуються у великі складальні лінії.
Також не треба використати додаткові комплектуючі, на зразок покритих стержнів, флюсів, газів і іншого. Звідси і висока екологічність контактного зварювання, що теж важливе в умовах сучасного виробництва. Ще один плюс-простота зварювання складних металів. Вам під силу зварювання нержавіючою сталі, алюмінію і кольорових металів. При цьому не треба використати інертний газ або неплавкі стержні.

Але, як і у усіх видів зварювання, у контактного методу є свої недоліки. Найголовніший-висока ціна на професійне зварювальне устаткування. Щоб укомплектувати невеликий завод необхідною кількістю апаратів для контактного зварювання треба мати чималий бюджет. Не кажучи вже про купівлю апарату для домашнього зварювання.
Крім того, такі апарати вимогливі до джерела живлення. Їм необхідно видавати струм великого значення, мінімум1000 ампер. А для цього потрібна потужна і стабільна електронапруга.
Початкуючі зварювальники, мабуть, віднесуть до недоліку той факт, що правила контактного зварювання регламентуються окремим Гостом і вони досить строгі. Якщо хоч один пункт з правила не дотримуватиметься, то таку деталь просто не приймуть на наступний виробничий етап. Простіше кажучи, відхилитися від роботи не вийде. Ми не вважаємо це недоліком, адже дотримання технології зварювання і подальший контроль якості – це запорука міцної і довговічної металоконструкції.
Різновиди контактного зварювання
Існує декілька видів контактного зварювання. До них відноситься точкове зварювання (вона може бути одноточечною, двоточковою і багатоточковою), рельєфне зварювання, шовне зварювання (може бути безперервною, кроковою і переривчастою), стикове зварювання (виконувана або за допомогою опору, або за допомогою оплавлення). Також можливі комбінації різних методів, наприклад, шовно-стикове зварювання або рельєфно-точкова. У такому разі комбінований метод матиме усі характерні особливості обох типів контактного зварювання.
Давайте детальніше розберемо способи контактного електрозварювання виробів з металу.
Точкове зварювання
Точкове зварювання – це найпоширеніший тип контактного зварювання. Її суть у формуванні так званих точок шляхом нагріву металу і його подальшої деформації. Точки формуються з малим кроком, утворюючи зварне з’єднання.
Точкове зварювання досить універсальне, вона використовується для з’єднання тонколистового металу, маленьких деталей, використовуваних в електроприладах, і товстих деталей до2 сантиметрів. За допомогою такого методу можливе швидке і якісне зварювання нержавіючою стали.
Що стосується якості і надійності з’єднання, то тут усе просто: чим більше точок, тим шов надійніший. Новачки помилково вважають, що таке з’єднання ненадійно і може зруйнуватися у будь-який момент. Але ця велика помилка. При формуванні точки використовується великий тиск. Воно без зусиль деформує нагрітий метал, який потім остигає і надійно фіксує деталі між собою.
Рельєфне зварювання
Контактна рельєфна зварювання здійснюється за тим же принципом, що і контактна, тільки перед роботою краю однієї деталі обробляються за допомогою спеціальних інструментів або верстатів, що утворюють виступи. Деталь кладеться згори, виступами вниз. Виступи можуть бути напівкруглими або довгастими. У місці виступу якраз і буде точка, що формується апаратом для контактного зварювання. Друга деталь залишається незмінна, вона кладеться знизу.
Рельєфний метод контактного зварювання частенько застосовується при зборці автомобілів. Він дуже складений за рахунок необхідності формувати виступи і тому рідко проводиться в домашніх умовах.
Шовне зварювання
Шовне зварювання дещо відрізняється від інших типів контактного зварювання. Тут електроди роликові, з їх допомогою метал не лише прокатується, але і зварюється. При цьому зварне з’єднання виглядає, як при точковому зварюванні. Але точки перекривають один одного на декілька міліметрів, утворюючи шов, більше схожий на з’єднання, виконане ручним способом за допомогою покритого електроду .
Шовне зварювання застосовується при зварюванні тонких металів до3 міліметрів. Також шовне зварювання чудово підходить для зварювання герметичних виробів, наприклад, баків і цистерн.
Стикове зварювання
Стикове контактне зварювання також використовує тепло і тиск, але в іншій площині. Шов формується не між верхнім і нижнім електродом, а посередині. Щоб краще зрозуміти суть, подивитеся на схему нижче.
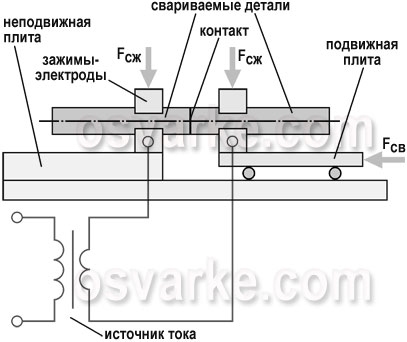
Стикове зварювання ділиться на зварювання з опором і з плавленням. При зварюванні з опором деталі спочатку стикують, потім стискають під невеликим тиском, і тільки після цього до зони шва поступає струм, який нагріває метал, розм’якшуючи його. Потім метал остигає і утворюється з’єднання.
При зварюванні плавленням деталі заздалегідь нагріваються до пластичного стану і тільки потім з’єднуються із застосуванням тиску. Нагрів може бути або постійним, коли тепло поступає під час усього зварювального процесу, або переривчастим, коли деталь нагрівається інтервалами. Переривчастий нагрів використовуються для економії електрики. Також він корисний, якщо деталі невеликі і тонкі, в таких випадках немає нужди використати нагрів постійно.
Уважні майстри запитають, куди зникає розплавлений метал? Адже при інших способах зварювання при плавленні метал починає окислюватися, утворюється шлак. А це створює додаткові проблеми. Річ у тому, що в контактному зварюванні струм має електродинамічну дію, тому він без зусиль викидає розплавлений метал поза зоною зварювання.
Робимо апарат для контактного зварювання
Тепер, коли ми розібралися з усіма особливостями, можна визначитися, чи використати контактне зварювання у своїй роботі. Когось відлякає висока ціна на устаткування, але в змісті ми писали про те, що багато умільців роблять зварювальник контактною зварювання своїми руками. Його потужності цілком достатньо для роботи будинку.

Ми розповімо вам, як зробити такий апарат самому. З його допомогою ви зможете виконати контактне точкове зварювання. До речі, в інтернеті є безліч відео з покроковим керівництвом. Вивчіть їх, щоб мати повну картину. Отже, для виготовлення контактного зварювання нам знадобиться не обов’язково новий, але обов’язково працюючий трансформатор (можете витягнути його із старої мікрохвильової печі; використайте два трансформатори, якщо вам потрібно апарат більшої потужності).
Також нам потрібний мідний дріт великого діаметру (замість одного товстого дроту можна використати безліч тонких, зв’язавши їх в джгут), важелі з металу (їх ми використовуватимемо для затиску електродів), основа для апарату (це може бути товстий лист важкого металу або щось дуже стійке; можете прикрутити апарат прямо до столу), струбцини, викрутки різних розмірів, кабелі, ізоляційна стрічка (чи будь-який інший матеріал для обмотки), мідні деталі із загостреним кінцем, які виконуватимуть роль електродів.
От і все. Приступимо до зборки. Збираючи зварювальник контактною зварювання ви повинні розуміти, що ключовий елемент конструкції-трансформатор. Ми не даремно рекомендували вам узяти його з мікрохвильової печі, оскільки це ідеальний варить для невеликого саморобного апарату. Щоб ваш пристрій зміг зварити метал завтовшки в1 міліметр вам знадобиться потужність1 кВт. Чим більше потужність, тим більше діапазон товщини.
Для роботи вам знадобиться не увесь трансформатор. А тільки первинна обмотка і магнітопровід. Вторинну обмотку треба прибрати з трансформатора (робіть це максимально обережно, щоб не пошкодити інші елементи).

Також є шунти, їх теж треба демонтувати. Шунти розташовані з обох боків вторинної обмотки.

Далі треба зробити нову обмотку. Для цього візьмемо багатожильний провід з діаметром не менше10 міліметрів. Два-три витки буде досить для коректної роботи трансформатора. Якщо у дроту буде занадто товста ізоляція, можна її видалити і обмотати дріт ізоляційною стрічкою з тканини або ПВХ. Якщо ви збираєте потужний апарат і для цього узяли два трансформатори, то обмотка має бути одна на двох. У такому разі важливо правильно з’єднати усі виводи з первинної обмотки обох трансформаторів.
![]()
Тепер треба зібрати усі компоненти воєдино. Треба встановити трансформатор в корпус (можете виготовити його самостійно або узяти відповідний від непрацюючого побутового приладу), під’єднати мідні електроди, усі кнопки і органи управління. Тут вам допоможуть елементарні знання електротехніки.