


Зварювання оцинкованих деталей-не такий вже і рідкісний процес на будь-якому зварювальному підприємстві. Оцинковування-це шар цинку, яким покривають різний типи сталей. Цинк володіє безліччю достоїнств, оцинковані деталі мають хороші експлуатаційні характеристики, менше схильні корозії і в цілому довше служать. При цьому оцинковування може застосовуватися як при виготовленні складний металоконструкцій, так і на виробництві виробів для побуту.

Але треба розуміти, що у цинку є ряд своїх характерних особливостей, які ускладнюють зварювання. Крім того, на сучасному виробництві до зварювальників пред’являють дуже високі вимоги за якістю робіт і кількості браку. І якщо в одному випадку вас виручить професійний зварювальний апарат для оцинкованого металу, то в іншому випадку помилки будуть неминучі. У цій статті ми коротко розповімо, як варити оцинковування не лише швидко, але ще і якісно.
Загальна інформація
Отже, як ми вже писали вище, оцинковування є захистом металу від ушкоджень і корозії. При цьому шар цинку може варіюватися від1 до20 мікрометрів. Чим більше шар, тим краще захист.
До речі, найбільш сильні саме антикорозійні властивості цинку. Навіть якщо ви подряпаєте метал або залишите на нім вм’ятину, корозія утворюється з мінімальною вірогідністю. З цієї причини метал часто цинкують при виробництві автомобілів і кораблів.
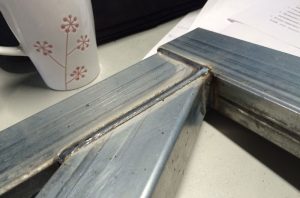
Оцинковування не лише захищає метал від корозії, але і має ряд інших достоїнств. При роботі з оцинковуванням метал практично не розбризкується, що дуже зручно, особливо для новачків. Також в зоні формування шва забезпечується додатковий катодний захист металу. Крім того, готовий шов не потребує трудомісткої обробки.
Особливості зварювання
Зварювання оцинкованої сталі-непростий процес. Це пов’язано з особливостями цинку, які доводиться враховувати для виконання якісної роботи. Передусім, новачкам часто складно підібрати оптимальну температуру, при якій можливе зварювання оцинковування. Шар цинку може почати плавитися вже при температурі близько400 градусів, але якщо трохи переборщити, то цинк може почати випаровуватися.
Ця особливість дуже заважає формуванню якісного шва. Дуга запалюється з високою температурою і може досить швидко випарувати шар цинку. В результаті шов буде пористим і з тріщинами, а в процесі роботи дуга горітиме украй нестабільно.

Вам не вдасться розв’язати цю проблему налаштуванням режиму зварювання чи за допомогою своїх навичок. Єдине рішення-використання в роботі або спеціальних електродів з покриттям (якщо це зварювання інвертором), або присадного дроту і захисного газу.
Читайте також: Газ для напівавтоматичного зварювання
Якщо якість шва коштує на першому місці, то рекомендуємо варити в середовищі газу і з дротом. Дріт може бути виготовлений з міді, кремнію, алюмінію і бронзи. Також можна використати дріт, у складі якого є мідь в дуже великій кількості. Така зварювальна дріт для оцинкованою сталі відмінно зарекомендувала себе в роботі.
Витратні матеріали
Як ви розумієте, саме витратні матеріали грають найголовнішу роль при зварюванні оцинкованих деталей. Яким би професійним не був би ваш зварювальний апарат, ви просто не зможете зробити правильний шов, якщо підберете непідходящі расходники. Далі ми поговоримо про присадний дріт і електроди, які спрощують процес зварювання цинкових виробів.
При виборі дроту звертайте увагу, щоб вона мала невисоку температуру плавлення. Зазвичай такий дріт містить у своєму складі багато міді. Рекомендуємо присадний дріт з температурою плавлення від900 до1100 градусів за Цельсієм. При роботі з таким дротом сам присадний матеріал плавитиметься, а сталь немає. Такий підхід більше схожий на пайку, чим на зварювання, але повірте, з’єднання буде дуже міцним.
Найпопулярніший дріт для зварювання оцинкованих деталей-CuSi3. Шов, отриманий з її допомогою, виходить не найміцнішим, та зате з ним потім зручно працювати і піддавати механічній обробці. Із-за кремнію в складі такий дріт починає розтікатися при плавленні, так що стежите за тим, які легуючі речовини є у складі цього присадного матеріалу.

Нерідко застосовується також дріт CuAl8 і CuSi2Mn. CuSi2Mn формує дуже міцний шов (за умови, що в складі є марганець), але його потім дуже важко обробляти. Обробка віднімає набагато більше сил і часу. CuAl8 використовується при зварюванні металів, які покриті цинком і алюмінієм.
Рекомендуємо використати в процесі пайки коротку дугу. Так вона горітиме набагато стабільніше. Якщо використати довгу дугу, то вона буде нестабільною із-за цинкових випарів. Ця проблема особливо важко вирішувана при зварюванні деталей з товстим шаром цинку.
Стежте, щоб метал не розбризкувався. Для цього можна варити методом, коли використовується короткий імпульс струму. Ну а захисний газ додатково спростить процес зварювання.
Зварювання цинку також припускає правильне налаштування зварювального устаткування. Рекомендуємо встановити маленьку силу струму, це допоможе тримати під контролем довжину і стабільність зварювальної дуги. При невеликому струмі метал не перегріватиметься, а разом з ним і цинк не випаровуватиметься у великій кількості. Ви вже отримаєте кращу якість просто встановивши невелику силу струму.
Якщо ви варите напівавтоматом, те виберіть режим “Synergic”. Таке налаштування є не в усіх сварочниках, але не нехтуйте нею, якщо ваш напівавтомат здатний працювати в такому режимі. З його допомогою можна в автоматичному режимі настроїти багато параметрів зварювання, а значить поліпшити якість шва.
Суть цього режиму украй проста: виробник ще на заводі підбирає оптимальні налаштування для різних типів присадних матеріалів і компонує їх в так звані пресеты (набір налаштувань, які можна вибрати, натиснувши одну кнопку). Вам тільки треба вибрати один пресет, а інші налаштування апарат вибере сам. Так ви спростите і оптимізуєте свою працю, ви більше часу витратите на формування шва, чим на налаштування сварочника, а це дуже важливо.
Якщо ви все ж вирішили використати інвертор і електроди для оцинкованою стали, то можна застосовувати стержні, призначені для зварювання низьковуглецевих і низьколегованих сталей. У таких електродів частенько рутилове покриття , а це великий плюс. По нашому досвіду можна сміливо придбавати електроди марок АНО—4, МР—3, ОЗС—4, УОНИ—13/45, УОНИ—13/55, ДСК—50. Ви без проблем знайдете їх у більшості спеціалізованих магазинів. Вони коштують недорого і при цьому забезпечують задовільну якість зварного з’єднання.
Висновок
Не важливо, що вас чекає: зварювання інвертором оцинковування або зварювання оцинкованого металу напівавтоматом, у будь-якому випадку треба дотримуватися технології і уважно ознайомитися з документацією, яка додається до кожної деталі. Використайте тільки професійне устаткування і якісні витратні матеріали. Не намагайтеся заощадити, адже зрештою неякісний дріт і електроди зведуть усі ваші зусилля до нуля.