



Щоб процес з’єднання деталей в єдине ціле не складав труднощів і усе виходило з першого разу, перед практичними роботами треба розібратися в теорії, як робиться зварювання напівавтоматом в середовищі вуглекислого газу для початківців. Розглянемо основні аспекти і суть цього методу.
Поняття зварювання напівавтоматом в середовищі СО2
Принцип дії для напівавтоматичного зварювання в режимі вуглекислоти дуже схожий з методом газового зварювання з газом і без. Тобто, варити можна двома способами-використовую захисний газ або ні. Детальніше прочитати про цей метод можна тут.
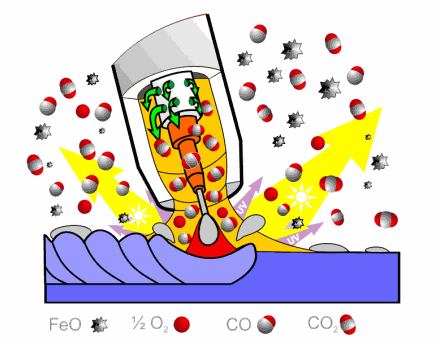
Суть даного способу полягає в елементарній хімії. У зварювальну зону під тиском подається вуглекислий газ (СО2). Зварювальна дуга забезпечує високу температуру, за рахунок чого відбувається реакція розкладання і газ розпадається на кисень (О2) і чадний газ (2СО). Процес розпаду відбувається по формулі:
2СО2=2О2+2СО
В результаті цієї реакції зварювальна ванна захищена трьома газами-початковим вуглекислим газом і кінцевими продуктами реакції-киснем і чадним газом
Вуглекислий газ має властивість до окислення із залізом і вуглецем, що знаходиться в металі. Щоб захистити метал виробу від цього процесу, рекомендується для зварювального апарату застосовувати дріт з підвищеним рівнем марганцю і кремния.& nbsp; Ці компоненти хімічно активніше, ніж залізо, тому спочатку окислюються вони, тим самим переймаючи на себе “удар” і захищають виріб. Поки в зварювальній зоні є присутніми ці два елементи, залізо і вуглець не окислюватимуться. Відходи, тобто оксиди марганцю і кремнію, які утворюються при дії високої температури і окислювальної реакції є легкоплавким з’єднанням, яке спливає на поверхню зварювальної ванни і кристалізується у вигляді шлаку. Цей компонент ніяк не впливає на якість шва.
Для зварювання в середовищі вуглекислого газу одного стандартного балона на25 кг вуглекислоти хапає на15 зварювальних годин. З урахуванням реакції з одного кілограма виходить майже500 літрів готового газу. При повноцінній роботі витрати в середньому вважаються від10 до50 літрів в хвилину. Але витрата залежить від багатьох чинників-тиску, типу зварювання, типу шва, вживаного апарату, погодних умов і так далі.
Такий метод називається зварювання tig, тобто, це роботи це з’єднання металів за допомогою електродів в середовищі захисного газу. Електрод може бути вольфрамовим або графітовим.
Особливості і режими цього виду з’єднань
Напівавтоматичне зварювання в середовищі вуглекислого газу чудово підходить для новачків. Основною особливістю цього методу є застосування зворотної полярності постійного струму. Це дозволяє утримувати дугу. Якщо ж навпаки, застосувати пряму полярність, то збільшується ризик втрати дуги, що негативно відіб’ється на якості спаювання.
Працюючи на зворотній полярності, можна уникнути розбризкування електроду. Якщо ж треба наплавити метал, тоді краще застосувати пряму, так і ККД буде в1,5-почти2 рази вище.
Режими зварювання, які виставляються в налаштуваннях апарату, залежать від багатьох чинників. Розглянемо таблицю, де детально розписані можливі варіанти налаштувань, відштовхуючись від товщини металу, з якого зроблені заготівлі для зварювання.
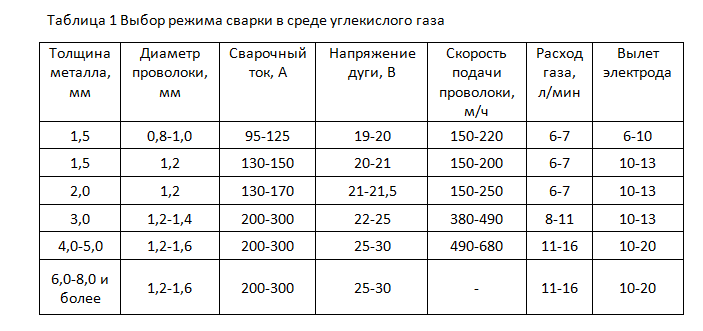
Вивчаючи дані з таблиці, можна помітити, що напруга дуги безпосередньо залежить від діаметру дроту і від товщина металу. При посиленні зварювального струму посилюватиметься глибина провару, що необхідно при роботі з товстими металами. Відштовхуючись від горіння дуги, треба настроювати швидкість подання електродного дроту, щоб не втрачати якість шва.
Характеристика вуглекислотного зварювання
Вуглекислий газ не має ніякого смаку і запаху, також він є безбарвним. У помірних кількостях він не складає небезпеки для здоров’я і життя людини, не вибухонебезпечний. Його щільність1,98кг/м3, що говорить про те, що він набагато важчий за повітря (з щільністю1,2 кг/м3).
У продаж він поступає в залізних балонах по10,20 або40 літрів в рідкому стані і під тиском. Перед зварювальним процесом необхідно встановити балон на деякий час вертикальне положення, щоб уся волога, яка там є скла. Після цього газ подається в зварювальну зону. Встановлений редуктор з регулятором контролює тиск і подання газу.
Важливо: перед придбанням балона важливо уточнити можливість дозаправки.
Зварювання у вуглекислому газі може робитися декількома видами устаткування для зварювання:

- Випрямляч це такий напівавтомат для зварювання, усередині якого струм перетвориться зі змінного в постійний. Вони застосовуються для будь-яких видів дугової зварювання напівавтоматом із застосуванням різних електродів і для з’єднання різних металів, окрім алюмінію.

2. Інвертор-це джерело живлення для зварювальної дуги. Це апарат, який може перетворювати електроенергію з мережі220В в постійний струм для створення і утримання дуги. Детальніше ознайомитися з принципом дії і перевагами інвертора можна тут .
Технологія зварювання СО2
Коли усе готово і налагоджене для напівавтоматичного зварювання в газовому середовищі, можна приступати. Спершу необхідно підготувати металеві деталі, які підлягають спаюванню. Запорука якісного шва-це попередня підготовка. Щоб матеріал ідеально сплавився, треба заготівлі очистити від олії, бруду і залишків лакофарбних виробів. Це можна зробити металевою щіткою або наждачним папером. Після цього деталі встановлюються в те положення, при якому відбуватиметься їх з’єднання. Перший шов краще всього робити на малій силі струмі, щоб подивитися, як поводитиметься заготівля. Якщо відразу дати великий струм, тобто ризик тріщин і деформації деталей.
Напівавтоматичне зварювання в газовому середовищі можна виконувати наступними методиками:
- кутом вперед (справа наліво) використовується для тонколистового металу;
- кутом назад (зліва направо) забезпечує глибокий провар, але шов при цьому не буде широким.

Коли шов повністю готовий, не можна відразу відключати подання газу, оскільки це відгукнеться окисленням. Спочатку зупиняється подання дротяного дроту, потім подання струму, а потім вже подання газу. Якраз за цей час шов устигає кристалізуватися. Після завершення роботи треба збити шлак зі шва.
Переваги і недоліки зварювання в середовищі СО2
Зварювання тиг вуглекислим газом широко застосовується як в домашніх умовах, так і в різних виробничих галузях. Це не дивно, адже цей вид з’єднань має ряд переваг :
- є можливість сполучати тонколистовий метал ;
- можна зварювати різні типи металів, з різними характеристиками і температурою плавлення;
- електрична дуга відрізняється високою стабільністю;
- зварна ванна знаходиться під надійним захистом від окислення і дії негативних чинників зовнішнього середовища;
- шов в результаті виходить дуже якісним;
- технологія напівавтоматичного зварювання в середовищі вуглекислого газу вважається найбезпечнішою, порівняно з іншими тиг методами;
- економічність і доступність. Це показник пов’язаний з тим, що2 придбати набагато простіше, ніж суміші інших газів, вживаних для захисту під час tig зварювання.
Окрім переваг, можна і відмітити декілька недоліків:
- за якістю вуглекислота трохи поступається іншим сумішам;
- апарат трохи складніше і довше чистити, чим після гелій, аргону або азоту;
- витрати на матеріали постійно зростають.