


Нержавіюча сталь широко використовується в сучасній харчовій, хімічній і нафтопереробній промисловості. Без нержавіючої сталі не обходиться жодне виробництво сучасного посуду, медичних інструментів або навіть автобусних зупинок. З цієї причини кожен зварювальник, що поважає себе, повинен уміти працювати з нержавіючою сталлю.

Існують різні види зварювання нержавіючою легованій сталі, але найчастіше для зварювання нержавіюча сталь використовується аргон і вольфрамові стержні. Аргонова зварювання нержавіюча сталь дуже популярна, оскільки не вимагає дорогого устаткування.
Загальна інформація
Нержавіюча сталь-це метал, що має яскраво виражені антикорозійні властивості. Для споживачів це безумовний плюс, оскільки вироби з нержавіючої сталі при належному відході здатні прослужити довгі роки. Крім того, у складі нержавіючої сталі є присутнім хром, титан і нікель, завдяки яким виріб придбаває поліпшені физико-механические властивості.
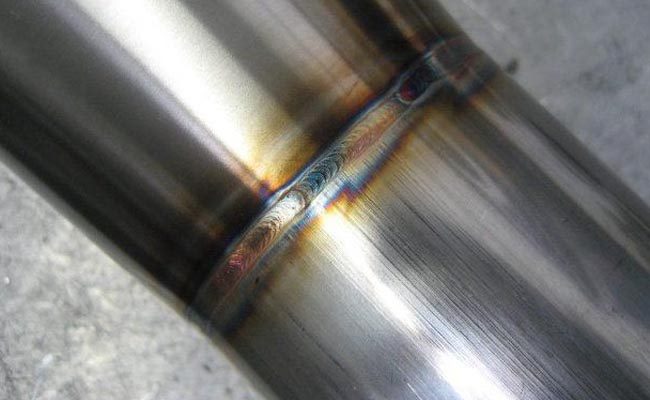
Також для нержавіючою сталі характерний прекрасний зовнішній вигляд. Метал має яскраво виражений блиск, через що вироби з нержавіючої сталі частенько навіть не фарбують. Саме з цієї причини шви мають бути не лише міцними, але і естетичними. Але це лише одна з вимог.
Із-за антикорозійних властивостей, які так люблять споживачі, багато зварювальників відмовляються працювати з нержавіючою сталлю. А усе тому, що ці самі властивості істотно ускладнюють зварювання. Для зварювання нержавіючу сталь важливо знати і враховувати усі ці особливості. Про них ми поговоримо далі. У цій статті ми постараємося розкрити усі нюанси, оскільки переконані, що для навчання азів зварювання нержавіючої сталі недостатньо просто подивитися пару відео в інтернеті.
Особливості зварювання
Передусім вам треба запам’ятати, що зварювання ускладнює не сама сталь, а добавки у вигляді хрому і нікелю, які використовуються при виробництві металу. Нержавіючу сталь називають легованою і в порівнянні з, скажімо, низьковуглецевою сталлю у нержавіючої сталі теплопровідність в два рази менше. Це перший нюанс. Саме із-за нього у багатьох новачків не виходить розплавити метал належним чином.
Це пов’язано з тим, що для зварювання сталі потрібна досить висока температура (близько6000 градусів за Цельсієм). Цієї температури вистачає, щоб розплавити метал, але із-за низької теплопровідності уся ця температура просто концентрується в одній точці і погано відводиться. У результаті місце зварювання істотно перегрівається і метав просто деформується. Ця проблема вирішується шляхом установки струму на15-20% менше звичайного значення.

Також нержавіюча сталь при зварюванні може сильно деформуватися просто із-за високого коефіцієнта лінійного розширення. Із-за цієї особливості нерідко утворення тріщин на готових швах. Ця проблема вирішується просто. Треба між деталями залишити невеликий деформаційний проміжок, щоб після зварювання деталі розширилися, і усадка була незначною.
Ще при зварюванні нержавіючої сталі треба чітко дотримуватися температурного режиму. Інакше метал втратить усі свої антикорозійні властивості. Щоб уникнути перегрівання треба швидко охолодити метал відразу після зварювання.
Підготовка металу
Аргонодуговая зварювання нержавіючою сталі вимагає ретельної підготовки. Якщо проігнорувати цей етап уся ваша робота піде нанівець. При тому що підготовка не вимагає якихось особливих маніпуляцій і, по суті, нічим не відрізняється від підготовки будь-якого іншого металу до зварювання із застосуванням аргону.
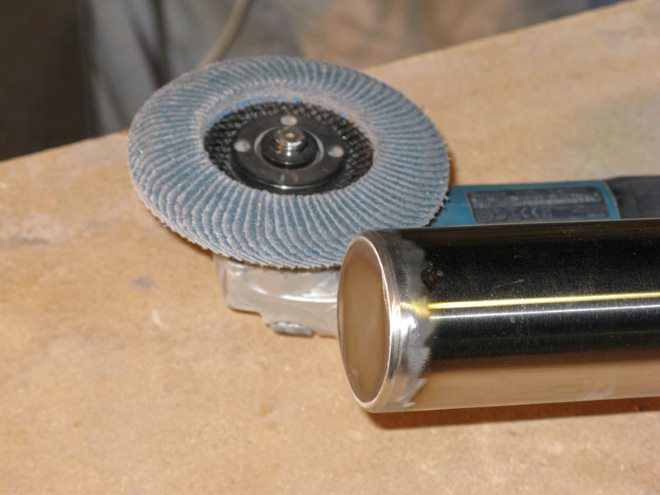
Спершу обробляємо кромки. Потім зачищаємо їх металевою щіткою або шлифмашинкой до блиску. Далі знежирюємо метал, для цих цілей можна використати ацетон або бензин. Знежирення забезпечує кращу стійкість дуги і дозволяє працювати швидше.
Як ми писали вище, передбачите невеликий проміжок між деталями, щоб компенсувати можливі деформації. Не забувайте, що окрім підготовки самого металу треба заздалегідь вибрати усі комплектуючі.
Зварювання у середовищу аргону припускає використання присадного дроту. Зверніть увагу, щоб міра легированности у дроту була вища, ніж міра легированности у нержавіючої сталі. Також вибирайте комплектуючі від перевірених виробників, не женіться за занадто низькою або занадто високою ціною. Якщо ви новачок, то запитаєте ради у своїх колег. Напевно вони вже мали справу із зварюванням нержавіючої сталі і підкажуть вам, де придбати якісні расходники.
![]()
Технологія аргонового зварювання
З’єднання аргоном нержавіючої сталі із застосуванням дроту вимагає від зварювальника належного досвіду. Але це не означає, що з роботою не впорається початкуючий майстер. Перед початком робіт потренуйтеся на непотрібному шматку металу і тільки тоді приступайте до справи.
Частенько за допомогою аргону відбувається зварювання саме тонкого металу. Це пов’язано з тим, що цей метод зварювання дозволяє виконати роботу дуже акуратно. Технологія зварювання легованої тонкою нержавіюча сталь аргоном розпочинається з вибору зварювального устаткування.
У більшості випадків зварювальний апарат для нержавіючої сталі-це класичний напівавтомат. Працювати з ним непросто, але при частій практиці шви виходять дуже міцними і красивими. Настройте апарат. Ми рекомендуємо пряму полярність, а ось рід струму (змінний або постійний) треба підбирати індивідуально для кожного випадку.
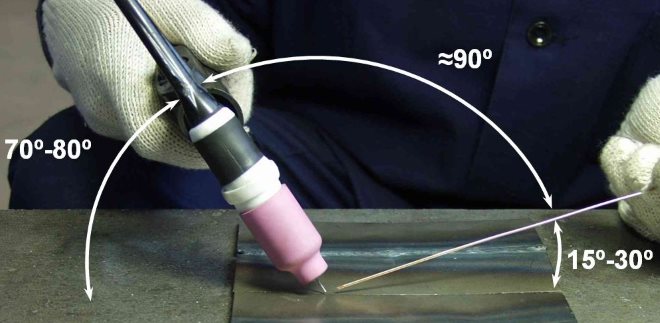
Зварювання аргоном виконується з використанням присадного дроту і вольфрамового електроду. Також один з ключових елементів усього “ланцюжка”-газовий пальник. Через неї подається захисний газ аргон і в ній закріплений вольфрамовий електрод. Усі рухи пальником здійснюються вручну. Пальник треба вести уздовж осі зварного з’єднання, ні в якому разі не упоперек.
Якщо вести пальник упоперек, аргон просто не зможе захистити зварювальну зону від негативного впливу кисню. Згодом якість шва залишатиме бажати кращого. Рекомендуємо додатково захистити зворотну сторону шва. Для цього подавайте ще один струмінь аргону із зворотного боку зварювання. Так, витрата газу істотно збільшитися, та зате якість з’єднання буде на найвищому рівні.
Зварювання тонкою нержавіючу сталь також припускає попереднє оплавлення кінця електроду. Це необхідно для того, щоб не забруднювати поверхню стали. А ми пам’ятаємо, що краса нашої роботи дуже важлива при зварюванні нержавіючої сталі. Додатково можна використати спеціальні графітові підкладки, щоб розпалити дугу. Це також посприяє поліпшенню зовнішнього вигляду швів.
Зварювання нержавіюча сталь аргоном часто не виходить просто через активне окислення металу або електроду. Ця проблема вирішується дуже просто: після закінчення робіт не треба припиняти подання газу в зварювальну ванну ще упродовж15-20 секунд. Не турбуйтеся про витрату газу, він несильно збільшиться. Зате якість робіт вас приємно здивує. Шви стануть значно міцніші і не тріскатимуться.
При зварюванню нержавіюча сталь стежите за витратою газу. Витрата аргону при зварюванні не повинна перевищувати15 літрів в хвилину, в ідеалі12 літрів. Але це жорсткі рамки для професійних зварювальників. Якщо ви новачок, то не турбуйтеся про перевитрату. З часом ви зможете зменшити витрату, оскільки прискорите свою роботу.
Висновок
Зварювання аргоном нержавіючої легованої сталі-не такий вже складний процес, як може здатися на перший погляд. Головне-розуміти усі особливості технології, вибрати якісний зварювальний апарат для продуктивної роботи і не перевищувати витрату аргону при зварюванню. Не забувайте про дотримання техніки безпеки і індивідуальні засоби захисту. Досвідчені майстри можуть поділитеся в коментарях своїм досвідом зварювання нержавіючої сталі. Поділіться цією статтею у своїх соціальних мережах. Це буде корисно для усіх початкуючих зварювальників. Бажаємо удачі в роботі!