



Завдяки великій кількості відмінних якостей, без алюмінію не обходиться жоден вид виробництва, авіаційна промисловість, будівництво або виготовлення електротехніки.
На дачі або будинку також доводиться часто стикатися з багатьма операціями, так чи інакше пов’язаними з цим металом. Алюміній досить легкий матеріал, має властивість досить добре спалахувати, великий показник електропровідності і досить добре проводить тепло.
У той же час зварювання алюмінію в домашніх умовах процес є досить складним і вимагає попередньої підготовки. Нижче ми пояснимо, як зварювати деталі з алюмінію між собою та отримати міцне та довговічне з’єднання.
Зварювання алюмінію на виробництві та будинки
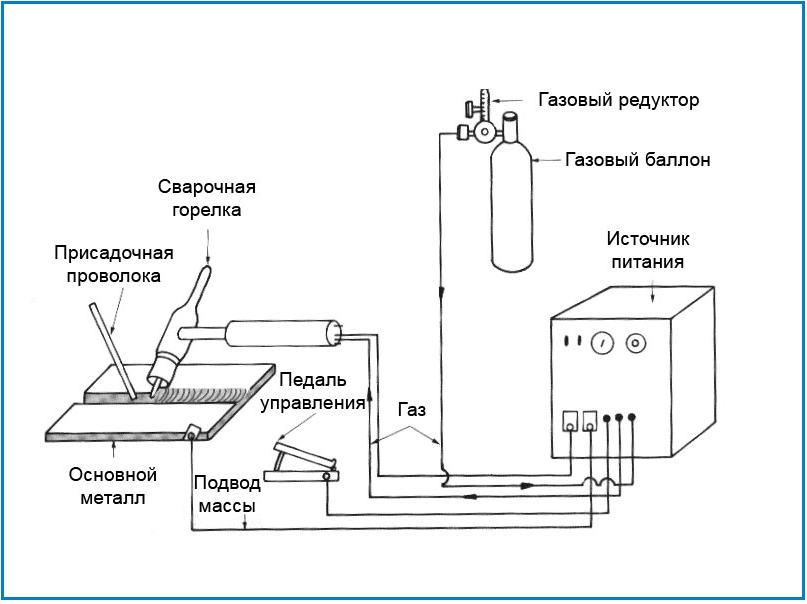
Щоб зварювати алюміній за умов виробництва, застосовують газ аргон. Подача його здійснюється сильним струменем, що запобігає окисленню металу і знижує ймовірність появи пір в області стику.

У домашніх умовах цей процес може спричинити труднощі, оскільки не в кожного зварника є достатньо досвіду аргонного зварювання. Також можна відчувати такі труднощі:
- “Пропал металу. При зварюванні алюмінію інверторним зварюванням, необхідно враховувати, що на поверхні знаходиться оксидна плівка, яка досить погано плавиться і може бути зруйнована підвищенням температури до 1400 -1450 градусів. Хоча сам алюміній починає плавитися при 660 градусах, що створює ризик пропалювання алюмінію. деталі.
- Шлюб поєднання: пори, кристалізаційні тріщини. Поява цього дефекту стає можливим при невідповідному виборі технології через присутність у складі кремнію та водню. Після застигання металу відбраковування відрізнятиметься від хорошого шва під час огляду.
- Витікання металу із зварювальної ванни. Оскільки матеріал має високу плинність, то при роботі інверторним зварюванням слід застосовувати тепловідвідні підкладки.
Після закінчення зварювання на поверхні можливе утворення характерного кратера, ліквідація якого вимагатиме від зварювальника наявність необхідних знань.
При застиганні зварені поверхні можуть піддаватися деформації через усадку металу. Щоб зменшити шанси деформування, для зварювання алюмінію рекомендується використовувати лазер.
Підготовка алюмінію до зварювання
Алюмінієві деталі перед роботою необхідно ґрунтовно очистити від усіляких забруднень використовуючи для цього металеву щітку. Очищені поверхні знежирюються та обробляються проникним розчином для перевірки цілісності металу.
П’ятивідсотковим розчином лугу нагрітим до температури 60-70 градусів наповнюється поверхнею металу плівка окислень. Через 2 хв. деталі необхідно промити гарячою та холодною водою і помістити в нагрітий до 60-70 градусів 20% розчин азотної кислоти.
Через 6-7 хв. заготівлі промиваються холодною, потім гарячою водою і просушуються. У вас є три години, коли деталі можна зварювати. Якщо для цього будуть застосовуватися електроди, що плавляться для алюмінію, то їх потрібно також піддати обробці подібним чином.
Залежно від зварювальних матеріалів відбувається обробка кромок. Для покритих електродів торці деталей можна відбортувати при товщині до 1,5 мм або обробити, якщо вона перевищує 20 мм.
Використання інших типів електрода вимагає обробки кромки якщо товщина металу понад 4 мм. Шовний спосіб зварювання має на увазі щільне підганяння країв деталей один до одного, і їх товщина не повинна бути вище 4 міліметрів.
При точковій технології товщина деталей передбачається від 0,04 до 6 мм, причому зазор може бути максиму 0,3 мм. Правильна підготовча робота та грамотно підібраний режим дозволяє застосовувати для зварювання алюмінію будь-який вид обладнання – інверторний або трансформаторний зварювальний апарат або напівавтомат.
Після вибору зварювального обладнання потрібно визначитися з ходом процесу – застосовуватиметься газ для захисту чи ні.
Аргонне зварювання алюмінію

Для зварювання алюмінію будинку застосовуючи аргон, використовуються такі способи:
- Зварювання електродами, що не плавляться. Такі електроди найбільше підходять при зварюванні на стельових або вертикальних швах, або при необхідності видалити тріщину. Але зварювання ними можна здійснювати в будь-якому положенні в просторі.
У зв’язку з тим, що аргон відноситься до важких газів при формуванні будь-яких швів (крім горизонтальних) його змішують з гелієм. Для правильного розрахунку сили струму необхідно використовувати значення 30-45 кожного міліметра діаметра електрода.
Це і буде зразкова сила струму, необхідна для того, щоб з’єднання вийшло міцним. Електроди діаметром до 4 мм можна використовувати для деталей до 6 мм завтовшки, при більшому розмірі необхідні електроди 6 мм.
Розрахунок аргону необхідно проводити виходячи з витрати 6-16 літрів газу на хвилину. Вольфрамовий електрод необхідно вести слідом за присадковим дротом на максимально можливій швидкості, що дозволить не допустити дефектів шва.
- Зварювання присадним дротом. Для зварювання деталей, товщина яких перевищує 3 мм, необхідно використовувати напівавтоматичне електрозварювання.
Для інверторного зварювання у захисному газовому середовищі підійде дріт розміром 1,2 – 1,6 мм. Для легшого зварювання необхідно вибирати дріт температура плавлення яких найбільш наближена до температури плавлення заготовки.
При роботі напівавтоматом подача дроту відбувається автоматично, а пальник переміщається вручну і повинен подаватися праворуч наліво. У оснащенні пальника має бути напрямна з тефлону довжиною до трьох метрів.
Дистанція між поверхнею, що зварюється, і соплом становить 10-15 мм, а вертикальне відхилення пальника 10-20 градусів. Цього цілком достатньо щоб добре проварити і при цьому досить економно буде витрачатися газ.
Зварювання без аргону
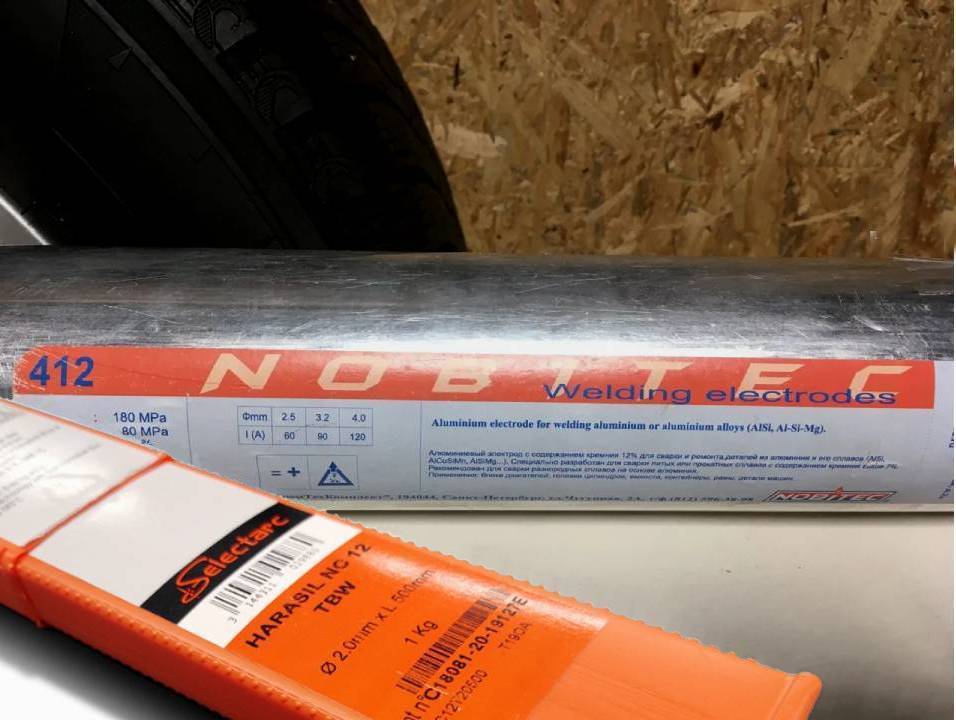
Багатьом також будуть цікаві технології зварювання алюмінію без аргону. Для цього застосовуються спеціальні витратні матеріали такі як електроди Nobitec 412 або пруток TBW Harasil NC12 та ін.
Через те, що витрата таких електродів у 3 рази більша, ніж аналогічна робота, але зі сталевими виробами, їх необхідно готувати набагато більше. Температура алюмінію переважно має бути 150-200 градусів.
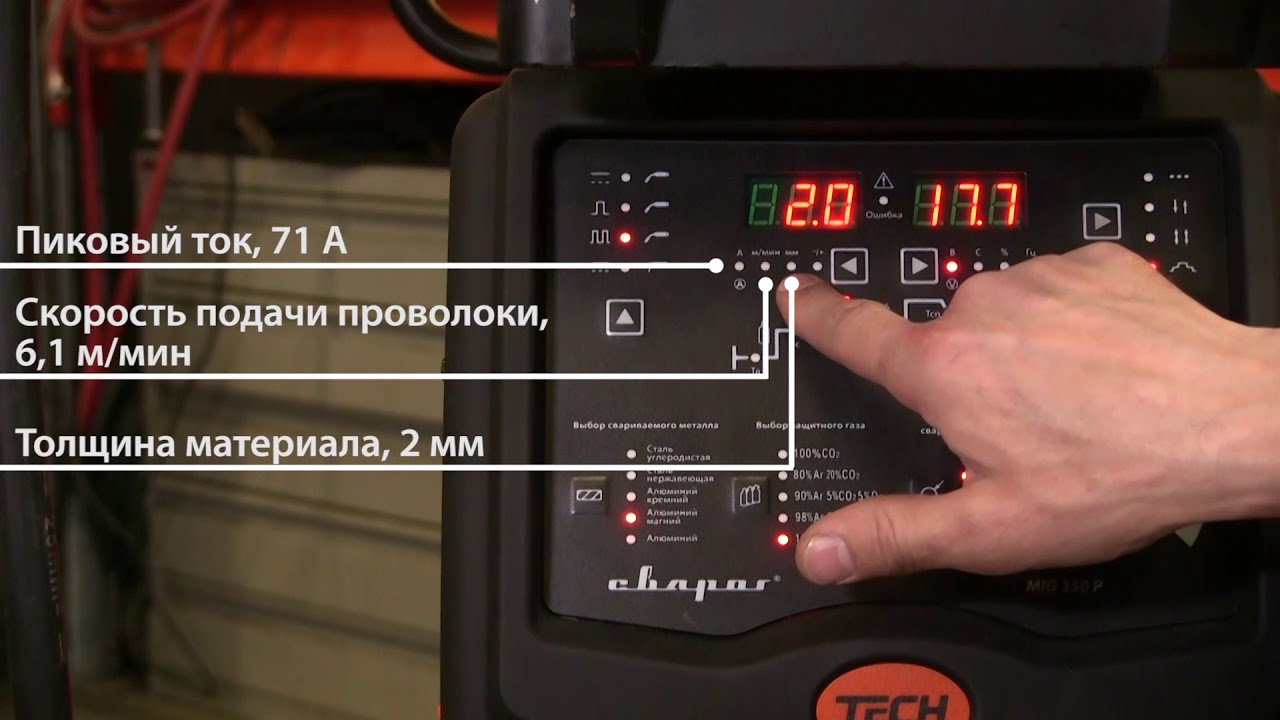
Струм вибирається в межах 70-100 Ампер, а зварювання проводиться короткою дугою з перпендикулярним розташуванням електрода. На заключному етапі молоточком відбувається окалина, і щіткою проводиться зачистка зварювального шва.
Такий спосіб зварювання можуть використовувати ті, хто не має достатнього досвіду аргонового зварювання або немає можливості використовувати газове обладнання. Міцність отриманого з’єднання цілком може конкурувати з аргоновим зварюванням.
Використовувані електроди хоч і мають надто високу вартість, підсумкові витрати на з’єднання виходять меншими, ніж зварювання аргоном.
Корисні поради
- Для зварювання алюмінію застосовується постійний струм із зворотною полярністю. Для можливості використання змінного струму для зварювання алюмінію, необхідно додатково використовувати осцилятор і баластний реостат.
- Оптимальна температура у приміщенні для зварювання алюмінію 18 – 22 градусів та відносна вологість 70%.
- “Для очищення поверхні не використовуйте наждачний папір або абразивні матеріали.”
- Перед зварювальними роботами алюмінієві сплави бажано додатково зміцнювати, використовуючи спосіб загартовування. В умовах виробництва це покриття може досягати 40% товщини деталі, у побутових умовах допускається формування значно меншого шару.
- Попередній підігрів поверхні алюмінію дозволяє запобігти появі гарячих тріщин.
Щоб відпрацювати навички зварювання без кратерів, можна провести тренувальні роботи, використовуючи непотрібні залишки металу. Для цього без вимкнення електричної дуги проводиться зварювання у протилежному напрямку.
При заварюванні кратера необхідно на його місці створити своєрідний купол, завдяки якому вдасться уникнути появи тріщин при зниженні температури.
При використанні напівавтоматичного обладнання швидкість подачі алюмінієвого дроту має бути на 15-20% вищою, ніж аналогічна із чорного металу.
Перед зварюванням електродом необхідно його прожарити для виведення вологи, що накопичилася, внаслідок їх великої гігроскопічності.
При обриві дуги в процесі зварювання електродом, що плавиться, необхідно накладати наступний шов на попередній приблизно на 10 мм. Перед продовженням роботи потрібно очистити електрод і кратер від кірки шлаку, що утворилася.