



Виробництво включає різні завдання, серед яких можуть зустрічатися як зварювання обладнання або рейок, так і виготовлення деталей, що мають складну форму – важелів, коліс, поршнів, турбін, редукторів.
Працюючи з такими деталями, не дуже доцільно використовувати дугове зварювання: їй не під силу такий великий обсяг роботи. Доведеться витратити величезну кількість часу та зусиль, щоб виготовити один виріб, а таких виробів на виробництві може бути дуже багато.
З одного боку, можна найняти більше спеціалістів, які проводитимуть зварювання. З іншого боку, це спричинить додаткові витрати для підприємства.
Кожному новому співробітнику потрібно буде платити зарплату. Є більш економічне рішення – у процесі виробництва користуватися новим зварювальним обладнанням.
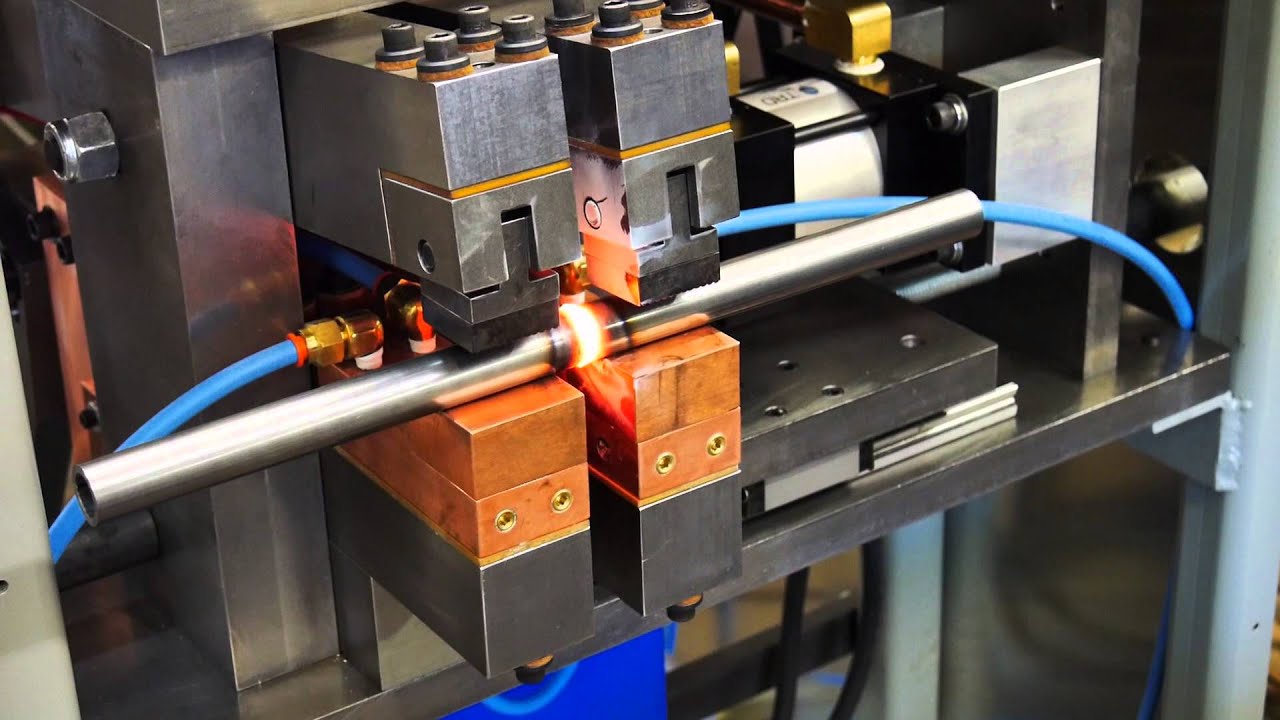
Усього одна стикова зварювальна машина в рази збільшить швидкість проведення контактного зварювання. Отже, збільшиться і обсяг робіт, при цьому якість не постраждає. Наш матеріал присвячений особливостям контактного стикового зварювання.
Загальні відомості
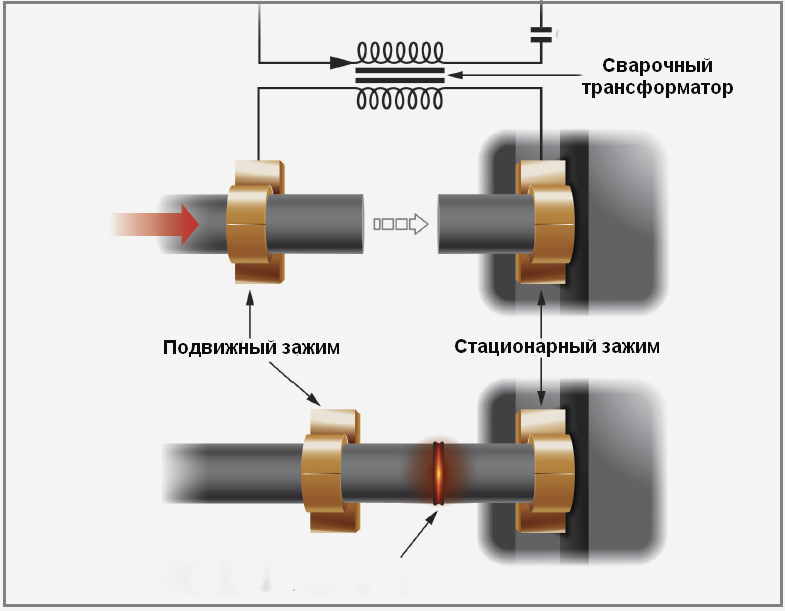
Контактним стиковим зварюванням (КСС) є один із методів з’єднати різні метали. Він заснований на тому, що весь стик деталей рівномірно нагрівається, після чого самі деталі потрібно щільно з’єднати одна з одною.
Так утворюється нероз’ємне з’єднання. Трохи пізніше ми докладніше опишемо типи КСС. КСС має високі показники продуктивності завдяки тому, що сполуки формуються з великою швидкістю.
Під час такого зварювання можна розплавити метал у короткі терміни, причому процес плавлення буде рівномірним, а значить, шов сформується швидко і якісно. Серійне виробництво передбачає автоматизацію зварювального процесу.
Його можна зробити частиною конвеєра і використовувати, наприклад, у стиковому зварюванні труб. КСС дозволяє отримати міцні та довговічні з’єднання. Ця зварювальна технологія дозволяє здійснити масове виготовлення автомобілів та навіть нафтопроводів.
Рівень кваліфікації зварювальника ніяк не вплине на якість шва. Це зручно, якщо на підприємстві не вистачає кадрів із високою кваліфікацією.
технології
КСС дає можливість зварити деталі різного типу: ПНД труби та труби зі сталі, пластини і т.д. Дуже важливо чітко дотримуватись технології зварювання, якщо хочете отримати хороший результат.
Ми вже згадували, що є кілька типів КСС. Це зварювання оплавленням та зварювання опором. Давайте детальніше розглянемо характеристики кожного з цих типів зварювання.
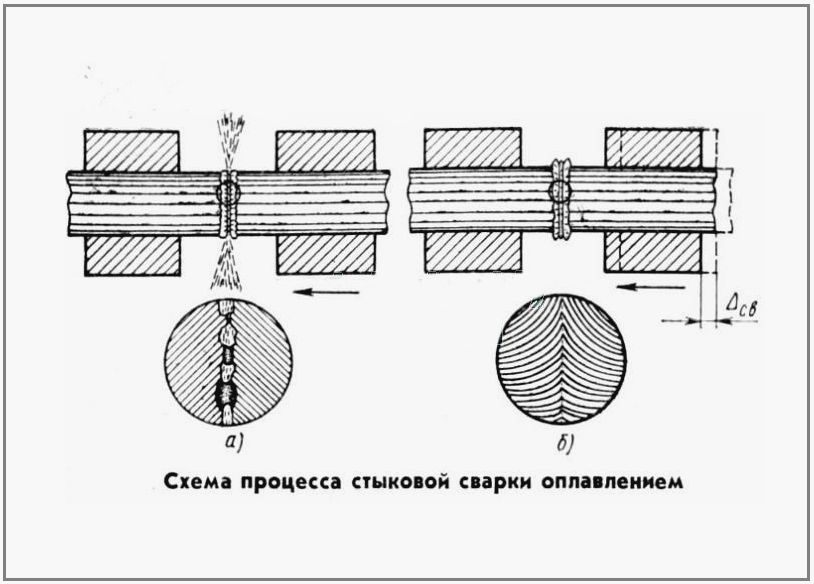
Зварювання оплавленням
Цей тип зварювання завоював велику популярність. Він працює так: на обмотки трансформатора подають напругу, а при дотику деталей воно припиняється.
Таким чином, напруга збільшується, досягає свого максимуму, і цієї секунди його подача зупиняється. В результаті виділяється велика кількість теплової енергії і метал починає плавитися.
Стики деталей завжди мають незначні нерівності, завдяки чому вони краще з’єднуються. Щоб отримати ще вдалий результат, можна стиснути торці, зробивши їх абсолютно рівними.
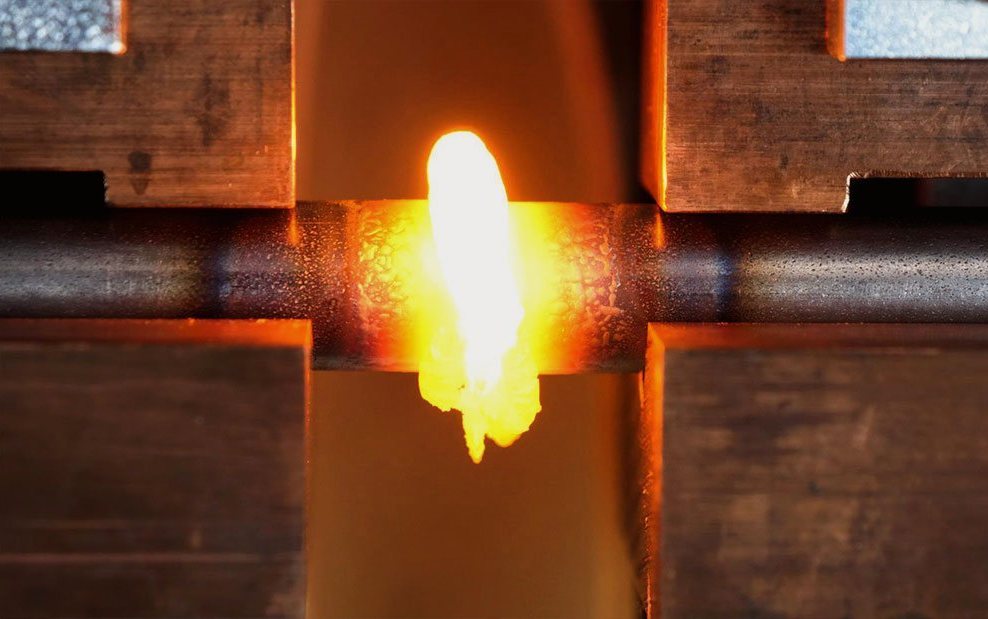
За рахунок цього збільшиться ділянка зіткнення. На перший погляд здається, що такий метод зварювання не дозволить металу швидко нагрітися. Але це не так.
Він може буквально закипіти за пару секунд. У процесі плавлення формуються зайві нерівності. У них є висока концентрація парів розплавлених металів.
Вони виконують захисну функцію – захищають зону зварювання від негативного впливу кисню. Після того, як стики деталей частково розплавилися, потрібно прикласти на них тиск.
У процесі стискання деталей надлишки рідкого металу видаляються за межі зони зварювання. Тоді деталі міцно з’єднуються, і формується якісний шов із мінімумом шлюбу та пошкоджень.
По суті одночасно з видавлюванням розплавленого металу відбувається видалення окисної плівки. Також видаляються продукти розкладання. Не дивно, що КСС використовується на підприємствах із масовим виробництвом.
Ще одна перевага такого методу зварювання – метал не потрібно якось особливо обробляти чи готувати до зварювання. Відбувається велика економія часу, завдяки чому виконується більший обсяг робіт. Це дуже великий бонус для великосерійного виробництва.
Іноді необхідно зробити зварювання деталей, що мають різний переріз. Для цього потрібно заздалегідь зробити на заготовках скоси у протилежні сторони.
“За рахунок цього збільшиться ділянка їхнього дотику, а отже – контакт між деталями буде кращим. У процесі нагрівання заготовки повернуться у звичайну форму. Давайте докладніше зупинимося на попередньому нагріванні деталей.”

Робити це у звичайних умовах немає особливого сенсу, тому що ви витратите багато часу, а продуктивність залишиться на тому ж рівні. Варто прогрівати лише деталі з великими габаритами, наприклад, рейки.
Щоб зварювання оплавленням було виконано на максимально високому рівні, дотримуйтесь кількох простих рекомендацій. Приступаючи до роботи, не поспішаючи з’єднуйте деталі. Так поміж ними поступово утворюється контакт.
У цей час метал швидко нагріватиметься і виділятиме пари. На цьому етапі необхідно розвести заготівлі. Тепло пошириться на всю поверхню деталей.
Після цього знову потрібно з’єднати заготовки та дочекатися їхнього повного прогріву. Якщо слідувати цій технології, вийде з’єднання високої якості. Важливо не робити великих пауз у процесі цих дій.
Зварювання опором
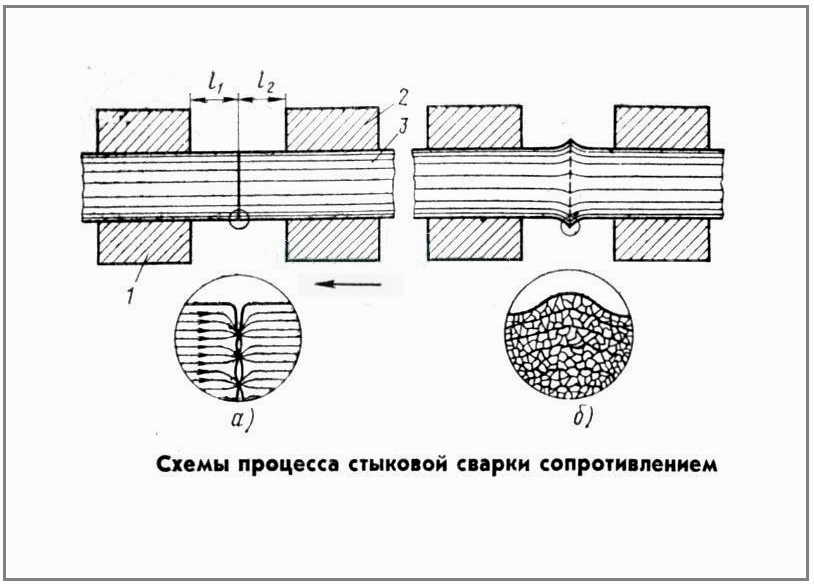
Цей метод зварювання суттєво відрізняється від КСС від вищеописаного. Його технологія полягає в тому, що
Виникає сильний електричний контакт. Завдання губок – надійне утримання деталей та перешкода їх ковзанню. На наступному етапі зварювання потрібно щільно притиснути деталі одна до одної та подати зварювальний струм.
Метал почне нагріватись. Чим сильніше підніматиметься температура, тим більш пластичним він стає. Під силою тиску станеться з’єднання деталей, а надлишки розплавленого металу вичавляться.
Одночасно з цим піде й оксидна плівка. Тиск зберігають до тих пір, поки не станеться остигання металу та утворення твердого з’єднання.
Для цього метал попередньо очищають та обробляють. Цей метод зварювання має кілька істотних мінусів. По-перше, готові деталі під час використання схильні до окислювальних процесів.
По-друге, таке зварювання підходить для роботи з деталями, що мають невеликий переріз. Через це така технологія не дуже популярна на великому виробництві. Однак у маленьких цехах з невеликим обсягом продукції вона й досі зустрічається.
Підбиваємо підсумки
КСС – метод зварювання, який відрізняється ефективністю та високою продуктивністю. Таке зварювання дає можливість скоротити витрати виробництва, оскільки використання такого зварювання не має на увазі високої кваліфікації.

У контактного стикового зварювання багато переваг, але є свої мінуси. Так чи інакше, після завершення роботи потрібно завжди проводити ретельний контроль отриманих з’єднань та якості зварного шва.
Від цього не застрахує максимально автоматизоване обладнання.
А вам доводилося колись мати справу з контактним стиковим зварюванням? Поділіться своїм досвідом. Він знадобиться новачкам. Вдалої роботи!