


Спайка труб з поліпропілену є одним з найкращих варіантів такого з’єднання. Вона здійснюється за допомогою одного способу для всіх труб такого виду, за винятком зразків армованого поліпропілену.
Справа в тому, що вони відрізняються своїми властивостями та тонкощами. Перевагою даного методу є те, що спосіб є досить простим для здійснення зварювання навіть вдома.
Однак необхідно все ж таки дотримуватися методики зварювання і володіти спеціальним обладнанням. Тому нижче ми вам детально розповімо все про процедуру спайки та зварювальну справу.
ВІДМІТНІ ВЛАСТИВОСТІ ПРОПИЛЕНОВИХ ТРУБ
Спочатку позначимо собі, що це матерія і які типи труб з пропілену існують. Це насамперед допоможе нам розібратися у зварюванні труб такого виду.
По-перше, труби часто відрізняються своїми розмірами (діаметром), оскільки інженерні споруди різного типу вимагають певного масштабу. Зазвичай він розраховується за допомогою гідравлічних підрахунків.
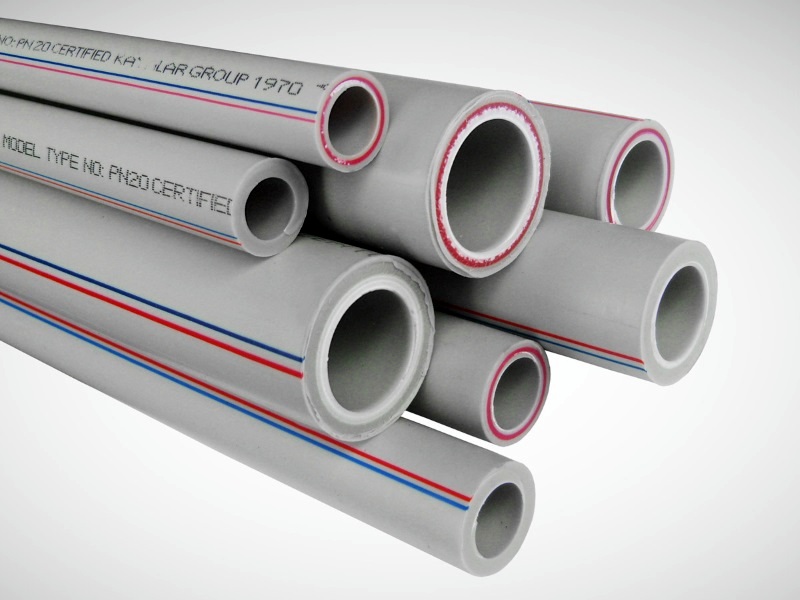
Колір смужки нам може багато розповісти про властивості продукту, якого ми потребуємо. На жаль, такі смуги рідко трапляються нам на очі, але червона смужка показує нам, що труба здатна витримувати гарячу воду, а синя – виключно холодну.
Однак набагато більше нам зможе розповісти літерна позначка на зовнішній стороні труби (PP-H, PP-3, PPRC тощо). Також, щоб не виникало у споживачів непорозумінь, була введена послідовність труб виходячи з показника допустимого тиску та температури для них (PN 10, PN 16, PN 20, PN 25).
У таблиці розкриємо особливості та нюанси кожного виду труб.
| “Вигляд труби з поліпропілену” | МПа | Номінальний (допустимий) тиск технічних атмосфер, бар | Сфера застосування труб |
|---|---|---|---|
| PN 10 | 1,0 | 10,2 | Якість труби не краща через дешевий матеріал. Через незадовільні характеристики та технічні дані ціна йде відповідна. Труби розраховані на водопостачання холодної води, проте допустима температура може досягати 45 градусів (у разі експлуатації для проведення підігріву підлоги) |
| PN 16 | 1,6 | 16,3 | Труби експлуатуються як реалізацію роботи автономних систем, у якій може бути як холодна, і гаряча вода. Допустимий найвищий градус води знаходиться в межах 60 градусів, а тиск не повинен перевищувати 1,6 МПа. Можна сказати, що такий вид труб є досить поширеним у використанні. |
| PN 20 | 2,0 | 20,4 | Цей тип труб вже допускає водопостачання гарячої води, градус якої не перевищує позначки 80 °С. Використання таких труб можливе не тільки при автономних, а й при центральних водопровідних системах холодного та гарячого типу. |
| PN 25 | 2,5 | “25,5” | Незважаючи на те, що такі труби є міцними і міцними, ціна на них задоволена доступна. Зазвичай їх застосування спостерігається в централізованій системі гарячого водопроводу або системах опалювального виду. Допустима температура води становить до 95 градусів |
Ми можемо спостерігати пряму закономірність. Чим міцнішими і міцнішими є труби, тим вище рівень допустимої температури і тиску, якому вони можуть бути схильні.
ВИДИ ЗВАРЮВАЛЬНОГО УСТАТКУВАННЯ

Слід зазначити, що для успішної спайки труб із поліпропілену необхідно в першу чергу підібрати правильне обладнання та визначитися з методами його використання. Як правило, для процесу зварювання труб із пластику застосовують два типи обладнання: ручний та механічний апарат.
Перший вигляд відмінно підходить для виконання зварювальних робіт на дому. Часто даний тип обладнання називають праскою через його особливості роботи, що може нагадувати використання звичайної домашньої праски.
Таким апаратом зазвичай виконують зварювання труб розміром до 5 см у діаметрі. Можливе з’єднання труб з діаметром, який є ширшим. Для цього необхідно вдатися до використання насадок, які слід покрити тефлоновим прошарком.
Вона не допустить, щоб пластик прилипав до верхнього шару насадки. Другий тип зазвичай використовується для труб розміром більше (понад 4 см в діаметрі).
Такий механічний апарат додатково вміщує приладовий блок і гідроагрегат, які розміщуються на рамі. Крім цього, є захоплення, що знаходяться по різні боки, а між ними розміщені вкладиші.

Ці вкладки демонструють відповідний розмір діаметру виробу. Цей апарат застосовують переважно для суміщення стиків.
Слід дотримуватись усіх положень інструкції зі з’єднання труб із поліпропілену. Крім цього, дуже важливо вибрати для себе той набір обладнання, з яким ваш робочий процес буде легким і безпомилковим.

Адже якщо ви хочете досягти певного успіху у зварювальній справі, то ви повинні забезпечити бездоганне використання вашого апарату. Види наборів зварювальних апаратів, які використовуються для спаювання поліпропіленових заготовок:
- Набір елементів. Відмінно підходить для реалізації зварювальних процесів вдома. Зазвичай така комплектація інструментів складається з ключа (для заміни насадок) та апарату, що застосовується для спайки труб двох розмірів різних по діаметру.
- Набір для любителів (середня комплектація). Таке обладнання вважається досить мобільним у пересуванні через наявність спеціальної сумочки для легкого перенесення. Є дуже популярним в експлуатації в домашніх умовах, при цьому відрізняється від елементарного набору тим, що в комплект входять насадки поліпропіленових труб різних розмірів, а саме 2 см, 2,5 см, 3,2 см і 4 см в діаметрі.
- Набір знавців. Даний набір поєднує в собі всі інструменти, які необхідні для проведення зварювальних робіт на рівні «профі». Також відрізняється своєю мобільністю, всі прилади вміщуються в один зручний кейс. Однак перед покупкою набору такої комплектації, подумайте, як часто ви будете його використовувати і чи окупиться.
Таким чином, перед покупкою одного з перелічених вище наборів, необхідно оцінити ступінь складності роботи, яка вам належить, і після визначитися з кращим для вас варіантом.
Не забувайте за інструкцію по роботі зі спайками труб із пластику, вона допоможе вам позбавитися будь-яких труднощів в експлуатації даних апаратів.
МЕТОДИКА З СПАЙКУ ТРУБ ІЗ ПОЛІПРОПИЛЕНО

Потрібно відзначити, що для створення високоякісного продукту в результаті процесу спайки труб із пластмаси необхідно розбити нашу роботу на кілька стадій. Для початку слід перевірити все обладнання та самі труби.
Що стосується обладнання, то необхідно приготувати відповідного діаметра насадки спеціального призначення, про які йшлося раніше. Так як поверхня таких насадок зроблена з тефлонового покриття, слід проводити очищення таких насадок виключно за допомогою дерев’яних матеріалів (скребків, ганчіркою), які спочатку були прогріті.
Причиною є вразливість тефлону до щільних і твердих частинок. Варто скористатися цією порадою, якщо не хочете отримати в результаті неякісний продукт.
Далі необхідно розрізати наші труби спеціальними ножицями. Робити це потрібно лише під кутом 90 градусів. Вам варто переконатися, що ваша труба тісно і повністю проходить в сплавний елемент.
Це необхідно для гарантії того, що компоненти, що з’єднуються, не мають будь-яких спотворень або кривизни. Потім йде етап очищення всього верхнього шару, який надається температурі при сплавленні.

“Речовини, якими виконується чищення, повинні бути відповідними для певного виду нашого виробу. У разі додаткового шару скловолокна в трубі, можна не проводити зачищення.”
Важливо згадати, що заборонено здійснювати очищення за допомогою ацетону, бензину або горілки, оскільки вигляд поверхні труби буде абсолютно неприйнятним. Речовою, за допомогою якої будуть видалятися жири з поверхні, може бути тільки ізопропіловий, ізобутиловий або етиловий спирт.
Коли верхній шар нашого виробу пройшов доброякісну очистку, нам необхідно разом надіти саму трубу та муфту на насадки для спайки.
Слід зазначити, що виходячи з розміру нашої труби, нам необхідно визначити проміжок часу, протягом якого ми будемо нагрівати наші вироби. У таблиці нижче наведені потрібні нам дані.
| Ширина зварювального пояса, см | Діаметр труби, см | Тимчасовий проміжок нагріву, секунди | Тимчасовий проміжок охолодження, хвилини | Тимчасовий проміжок спайки, секунди |
|---|---|---|---|---|
| 3,3 | 11 | 50 | 8 | 12 |
| 3 | 9 | 40 | 8 | 11 |
| 2,8 | 7,5 | 30 | 8 | “10” |
| 2,6 | 6,3 | 24 | 6 | 8 |
| 2,3 | 5 | 28 | 4 | 6 |
| 2 | 4 | 12 | 4 | 6 |
| 1,8 | 3,2 | 8 | 4 | 6 |
| 1,5 | 2,5 | 7 | 2 | 4 |
| 1,4 | 2 | 6 | 2 | 4 |
Важливо пам’ятати, що обробка та зварювання кожного виробу має відбуватися одночасно. Крім цього, під час всього процесу спайки пристрій має бути включений. На панелі апарата ви зможете знайти показник температури.
Протягом 8 хвилин прилад повинен досягти потрібної температури для спаювання труб із поліпропілену. Слід прибрати насадки і ввести одну деталь в іншу на потрібну глибину, проте перед цим матеріал нашого виробу має придбати пластичність і гнучкість.
Як було сказано раніше, інструкція з методики спайки поліпропіленових труб відіграє важливу роль у такій роботі.
Незначна помилка може спровокувати створення низькоякісного зварювання, що може спричинити великі проблеми. Саме тому слід відповідально та уважно підходити до цієї справи.
ПІДБІРКА ЗАСОБІВ ДЛЯ МОНТАЖУ ТРУБ

Для того щоб весь процес спайки пластмасових труб пройшов успішно, необхідно пройти достатнє ознайомлення, підібрати високоякісне обладнання для роботи та обов’язково дотримуватись технології даного процесу.
Щоб не помилитися з вибором доброякісного зварювального апарату, при покупці необхідно звертати увагу на його характеристики (допустима температура, потужність апарату, діаметр труб, кількість насадок, їх покриття та наявність захисної системи). Звичайно ж не потрібно забувати про співвідношення ціни та якості.