


Наявність різних дефектів на готовому виробі з металу не покращує його технічних властивостей. Одним із таких є дефект зварного шва – пропал. Розглянемо, як він виникає, способи його усунення та можливі шляхи запобігання.
Причини виникнення дефекту

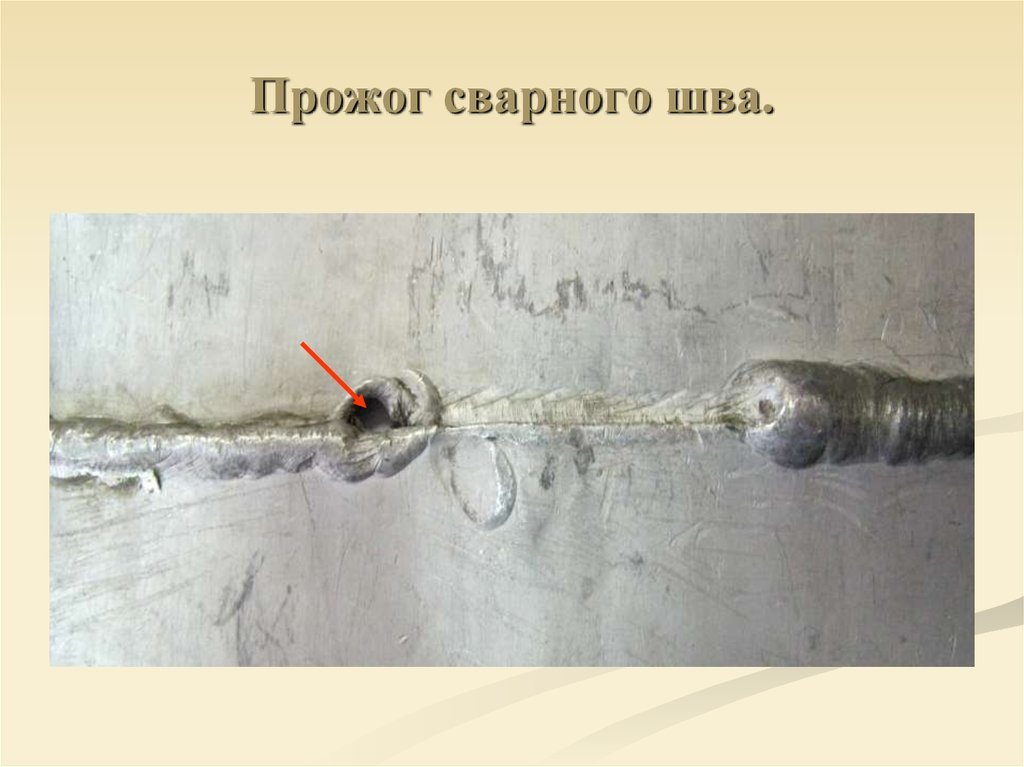
Пропалом називають отвір, який проходить наскрізь через зварний шов. Цей дефект може виникнути через природні властивості металу (наприклад, метал дуже тонкий) або як результат помилок, допущених під час зварювальних робіт.
Якщо в першому випадку проблему можна уникнути, дізнавшись про властивості металу в лабораторії, то в другому потрібно враховувати кілька факторів: якість і справність устаткування, що використовується в роботі, фізичні параметри (сила струму, довжина дуги), спосіб і швидкість зварювання, рівень кваліфікації зварювальника.
У якому разі точно виникне пропалення
Найчастіше причина, через яку виникає пропал, криється у завищеній (невиправдано великій) силі струму. Щоб правильно розрахувати, користуються формулою: I=kd. У цій формулі величина d – діаметр електрода, вказаний у міліметрах. Значення коефіцієнта k коливається від 25 до 60 А/мм.
Щоб отримати коректне значення величини I, слід замість k підставляти значення від 30 до 35. Це також залежить від розташування заготовки для зварювання. Для зварювальних робіт, що проводяться в нижньому положенні, оптимальним буде коефіцієнт 33-35 А/мм. В інших випадках найбільш сприятливим значенням буде 30, 31, 32.
У ході проведення експериментів було встановлено: якщо розплавляти кромки при силі струму I = 160 А, наскрізний отвір на шві виникне майже відразу. Якщо сила струму перебуває у нормальних межах (I=110 А), то вади не буде (за умови плавного ведення електрода).
Рекомендація: перед початком основної роботи силу струму слід перевіряти. Найкраще це зробити на окремій пластині.
Як виявити дефект

Дрібні пропали – велика проблема, оскільки їх складно помітити одразу, неозброєним оком. До неруйнівних методів контролю зварних швів відносяться візуально-вимірювальний та капілярний, ультразвукова діагностика та магнітопорошкова дефектоскопія.
Найбільш доступний візуально-вимірювальний метод є найменш точним. Щоб провести зовнішню оцінку якості швів, знадобляться лише шаблони, лінійка, збільшувальне скло.
Серед переваг ультразвукового методу – простота та швидкий результат перевірки. Магнітопорошкова дефектоскопія характеризується високим ступенем виявлення поверхневих і прихованих вад. Не потребує спеціального обладнання та підготовки, ефективна для оцінки стану швів на висоті.
Більш доступним, але не менш результативним методом контролю герметичності сполук капілярний. Щоб виявити пропали розміром до півміліметра, потрібно виконати такі дії:
- зачистити поверхню виробу;
- нанести тонкий шар індикаторної речовини – пенетранту;
- зачекати кілька хвилин;
- знову очистити поверхню, прибравши надлишки компонента;
- завдати проявника, який «підсвітить» вади зварювання.
Кольорова дефектоскопія (так ще називають капілярний метод) допомагає отримати інформацію про місце пропалювання, а також про його форму та розмір.
Як запобігти пропалю

Будь-який, навіть маленький дефект негативно впливає на технічні характеристики готового виробу з металу. Тому краще запобігти його появі, ніж потім виправляти всі недоліки:
- довіряти виконання зварювальних робіт лише кваліфікованому спеціалісту;
- використовувати у роботі тільки справне обладнання та підбирати відповідні супутні матеріали;
- не порушувати технології (параметри струму, розмір електродів, довжина дуги).
Як прибрати пропал

Процедура усунення пропалів складається з двох етапів:
- зачищення шва;
- заварювання місця пропалення.
Спочатку здійснюють грубу зачистку. Для цього використовують шліфувальну машинку та пелюсткове коло, яке закручують вручну (не ключем). В іншому випадку можна пошкодити машинку, оскільки під час руху диск затягується сам. Не варто сильно натискати на шліфувальну машинку в місці зачистки.
Це може призвести до появи на виробі зарізів та зменшення товщини його стінки. Якщо на виробі є дрібні деталі, їх також потрібно зачистити. На наступному етапі порожнечі заповнюються зварюванням та здійснюється повторна зачистка. Якщо не вдалося усунути дефект із першого разу, процедуру потрібно повторити.
Що стосується кутових швів, то їх зачищають з обох боків поверхні. Рухи шліфувальної машинки при цьому повинні бути круговими. Зачищення проводиться до утворення невеликого заокруглення.
На завершення зварний шов зачищають за допомогою напилка або наждачним папером.
З якою проблемою стикаються зварювальники
Крім великого струму, припускаються зварювальники помилки і у виборі робочого режиму зварювального апарату, а також при виконанні зварювальних швів.
Якщо відстань між дугою та електродом занадто велика, то зварювальна ванна не розплавляється, метал просто розтікається на всі боки. Отже, таку проблему вирішують зменшенням довжини дуги до 2-3 мм.
Причиною пропалу, а також нерівномірного шва, усадкової канавки (підрізу) може стати переривчасте пересування електрода під час роботи. Враховуючи всі ці нюанси, можна уникнути появи різних дефектів на металовиробі, зокрема пропалення зварного шва.
Додаткова інформація для новачків допоможе недосвідченому зварювальнику успішно проводити зварювальні роботи.