


Дифузія – це процес взаємного проникнення двох різних речовин при їх зіткненні. Незалежно від стану речовин взаємодія завжди буде однаково.
У тому вигляді, до якого ми звикли дифузія не застосовується через довгий процес з низькою ефективністю. Як її можна застосовувати в зварювальних роботах?
У середині минулого століття радянський вчений Микола Федотович Казаков розробив і успішно випробував принципово новий спосіб з’єднання матеріалів — дифузійне зварювання металів у вакуумі, додатково застосувавши нагрівання та тиск.
Технології
Дифузійне зварювання дозволяє створити стик найвищої якості, не використовуючи при цьому класичних зварювальних технологій, тому пропонуємо з нею познайомитися докладніше.

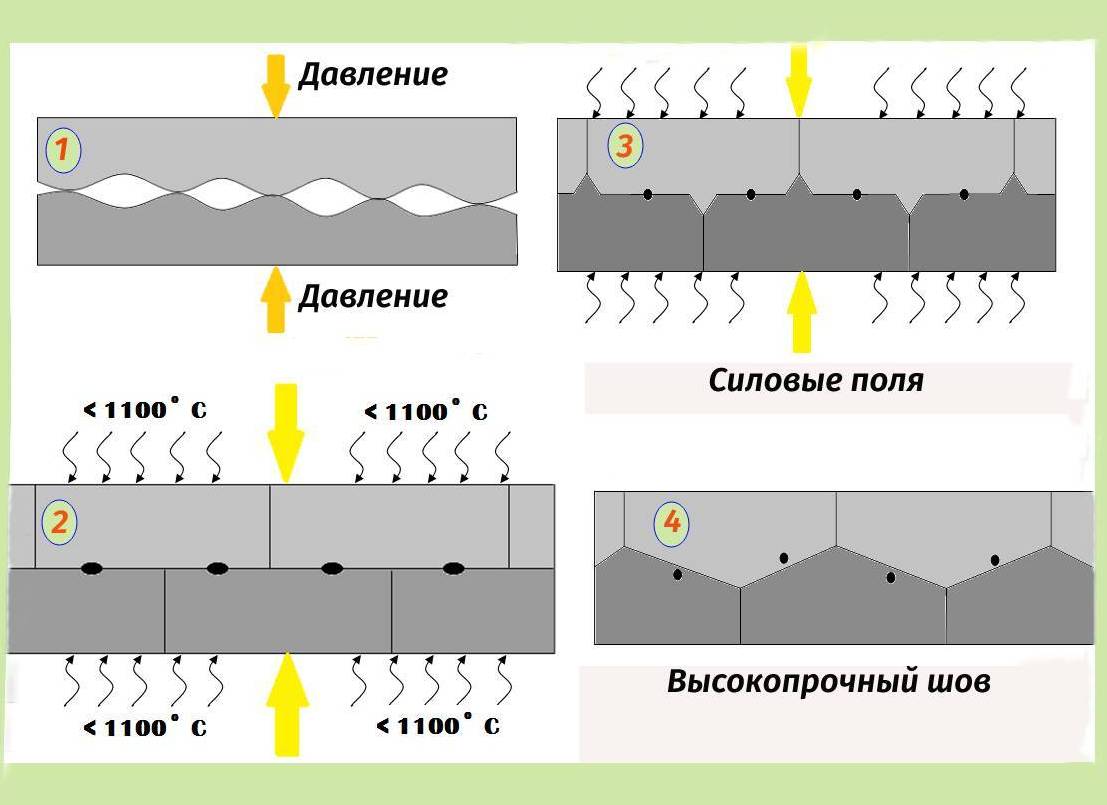
Спочатку заготовки поміщають у спеціальну камеру, де створюють технічний вакуум. Для отримання найкращих показників, розрідження в камері необхідно створювати максимально високим.
Залежно від матеріалу та характеристик заготовки вибирається температура, до якої проводиться нагрівання деталей. У ситуації, якщо нагрівання може завдати шкоди металу, зварювання проводиться без нього, при цьому час, який потрібний для зварювання, багаторазово збільшується.
Переважно нагріванню виділяється роль своєрідного каталізатора, який допомагає сформувати якість шва та прискорення дифузійного процесу. Для нагрівання деталей можливе застосування одного з трьох методів: радіаційний, індукційний та електроконтактний.
На розігріті деталі виявляється різноманітний тиск, який буває тривалим, короткочасним чи локальним. Зрештою це має призвести лише до одного результату – прискорення дифузії.
Щоб з’єднання вийшло найкращої якості, місце стику обмотується спеціальною фольгою з металу, що має товщину кілька мікрон. Для цих цілей можна використовувати різні хімічні препарати, нанесення яких у місці стику здатне підвищити якість зварного шва.
Готова деталь має пройти обов’язковий якісний контроль. Найчастіше може застосовуватися радіографічний чи ультразвуковий спосіб контролю.
Капілярний спосіб у цій ситуації буде малоефективним і тому не рекомендується. Це все, що можна віднести до основних етапів дифузійного зварювання.
Виходячи з вимог деталі або умов зварювання на розсуд зварювальника етапи можуть змінюватися. Слід також враховувати, що для різних металів можуть застосовуватися відмінні значення тиску та температури.
Використання тих самих параметрів для кольорових і чорних металів неприйнятно і вважається грубим порушенням.
Устаткування
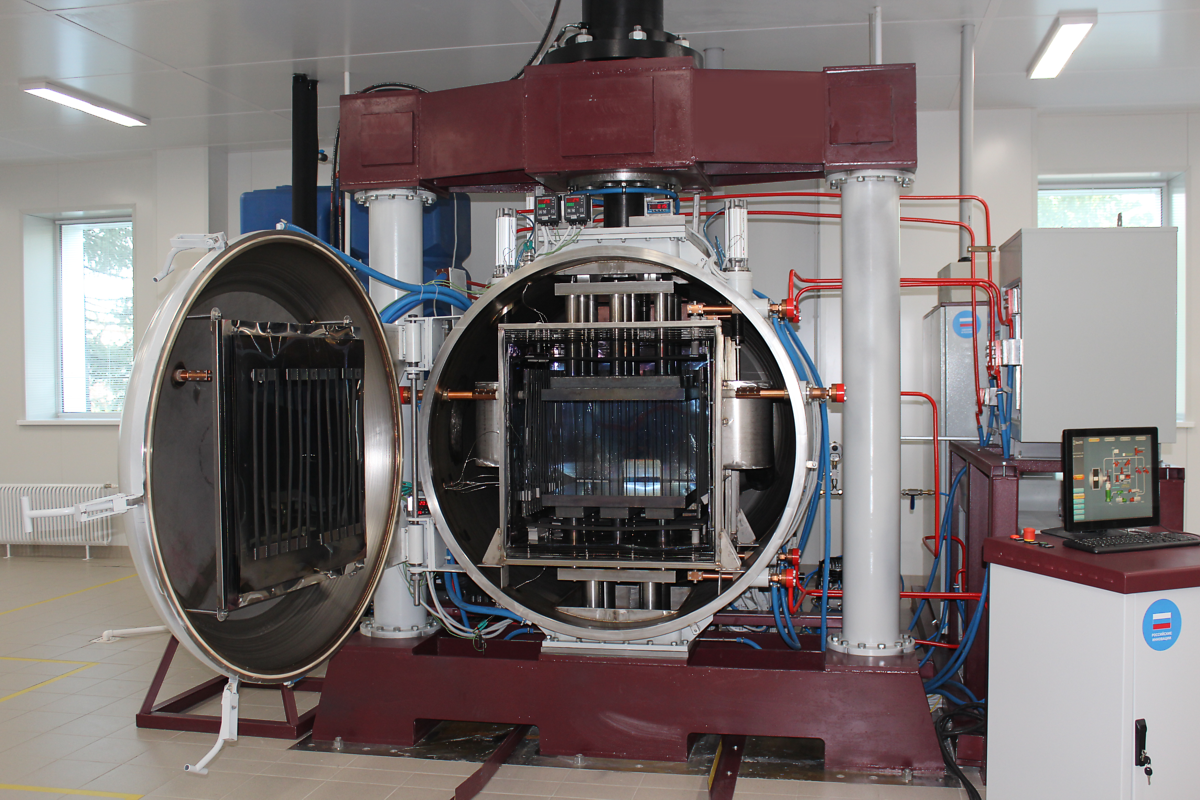
Пристрій дифузійного зварювання складається із спеціального стенду, оснащеного вакуумною камерою, для розташування заготовок. Це і є основна причина того, що дифузійне зварювання багато хто називає «вакуумним зварюванням». Стиковані заготовки піддаються нагріванню та тиску.
Тривалість дифузійного зварювання безпосередньо залежить від типу металу, ступеня нагріву та тиску, і буває як кілька хвилин, так і кілька годин. У результаті створюється нероз’ємне з’єднання, яке може похвалитися своєю високою якістю та міцністю.
Щоб остигання готової деталі було рівномірним, виключаючи стрибки температури, оснащення пристрою дифузійного зварювання включає систему активного охолодження.
Вона також дозволяє прибрати залишкову напругу із заготівлі та перешкоджає появі тріщин у місцях з’єднання. Шов, що вийшов, може похвалитися міцністю і довговічністю.
Гідності й недоліки
Дифузійне зварювання нарівні з іншими зварювальними технологіями отримало свої характерні переваги та недоліки. Намагатимемося розповісти про них по порядку доповнюючи своїми поясненнями.

Ця технологія була досконало випробувана нами за весь час роботи, і ми змогли впевнитись у всіх її якостях. За традицією почнемо із позитивних.
Найголовніше – відсутність будь-яких розхідників. Ні електроди, ні дріт, ні газ не потрібні для виконання роботи, що робить цю зварювальну технологію досить вигідною в економічному плані. На додаток до всього повна відсутність шкідливих атмосферних викидів.
Наступну перевагу теж можна вважати вигідною в економічному плані – це дуже низьке енергоспоживання. Для формування шва дифузійної установки потрібно набагато менше енерговитрат порівняно з іншими технологіями.
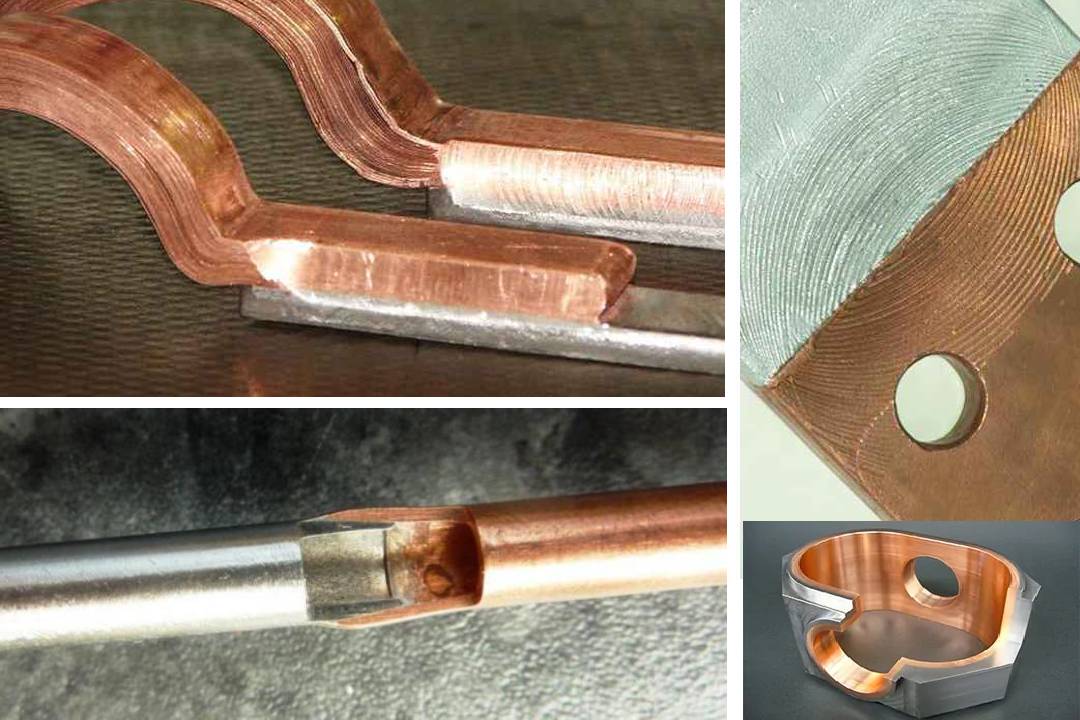
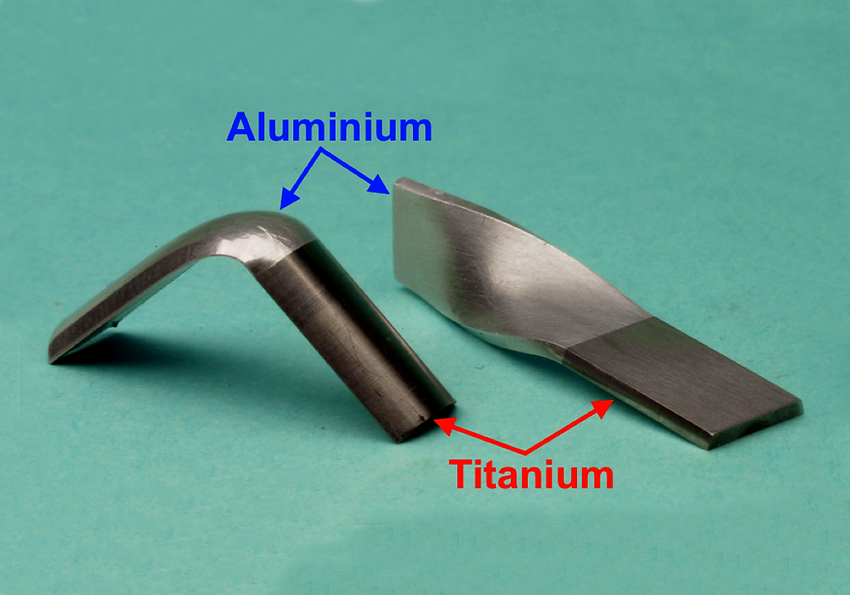
Також дифузійне зварювання дозволяє зварювати одночасно метал різного типу, що дозволяє не брати до уваги їхні властивості та особливості. Додаткова перевага дає відсутність обмежень за розмірами заготівлі.
Можна не зважати на довжину, ширину або товщину металу. Можна працювати і з крихітними, і величезними деталями головне, щоб дозволяли розміри вакуумної камери. Плюс до всього з’єднання може бути будь-якого типу: стиковим, тавровим або внахлест.
Також слід пам’ятати про завжди відмінну якість шва дифузійного зварювання, яке буде набагато кращим у порівнянні з газовим або електрозварюванням. Отримані стики набувають цілком естетичного вигляду і додаткової обробки не потребують.
Ще одна перевага, виявлена під час роботи – повна відсутність будь-якої небезпеки для зварювальника. Завдяки тому, що вся процедура проходить у закритій камері, зварювальник не піддається бризкам металу, відкритому полум’ю або електричному струму.
Також під час використання деяких зварювальних технологій можливе виділення хімічної пари, яка може негативно впливати на стан здоров’я. У дифузійному зварюванні вони відсутні.
Це все щодо основних переваг дифузійного зварювання. Для об’єктивності ми розглянемо також і недоліки, які, на нашу думку, не є такими істотними.

Головним недоліком є саме устаткування. Воно дороге, для роботи з ним потрібне попереднє навчання, а обслуговувати його можуть тільки техніки зі спеціальною кваліфікацією.
До того ж розміри деталей, що зварюються, обмежені габаритами вашої камери, вони просто можуть не поміститися в неї.
В принципі можна придбати обладнання найбільшого розміру і зварювати з його допомогою заготівлі будь-якої величини, але тут виникає інша проблема – чим більше установка, тим складніше досягти в ній необхідного вакууму.
Другим недоліком вважатимуться вимога більш ретельної підготовчої роботи із заготівлею перед роботою.
Просте очищення поверхні від забруднення буде недостатньо. Для швидкої дифузії підготовка повинна бути дуже копітка, від цього залежить також якість майбутнього шва.
Замість ув’язнення
Дифузійне зварювання не можна віднести до розряду простих технологій (наприклад, у порівнянні з ручним дуговим зварюванням), але воно може надати достатню кількість можливостей.
Ви можете зварити деталі з титану або іншого матеріалу, використовуючи вакуум. Немає необхідності у витратних матеріалах та подальшій обробці зварного шва.
“І це при тому, що з’єднання виходить досить високого рівня. А вам доводилося працювати з дифузійним зварюванням?”
Поділіться своїм досвідом у коментарях. Нехай робота приносить задоволення!