


Будь-які металоконструкції і металовироби при їх випуску проходять візуально вимірювальний контроль зварних з’єднань. Це необхідно для оцінки якості зварних швів і їх перевірки на відповідність нормам. Глобально контроль з’єднань можна поділити на дві групи: що руйнує і неруйнівний. До другої групи відносять методи контролю, з’єднання, що негативно впливають на структуру. А до першої групи відносять методи, які ніяк не впливають на якість шва. Як ви розумієте, методи з першої групи завжди прийнятніше і найпростіший метод контролю-візуальний. Візуальний контроль проводять завжди, це обов’язкова процедура. Його можна використати як самостійний метод або у поєднанні з іншими методами контролю.

Саме з візуального контролю розпочинається перевірка якості будь-якого зварного з’єднання, оскільки такий метод не вимагає дорогого устаткування і особливої кваліфікації. Говорячи, що візуальний і вимірювальний контроль зварних з’єднань не вимагає кваліфікації, ми не лукавимо: на багатьох підприємствах це завдання доручають безпосередньо зварювальникові, оскільки він може прямо на місці обстежувати шов і виявити видимі дефекти. Більше того, зварювальник повинен проводити візуальний контроль упродовж усього зварювального процесу. І оскільки візуальний метод контролю якості є одним із старих, він не міняється кожні 5-10 років із-за розвитку технологій.
Загальна інформація
Візуальний і вимірювальний контроль зварних з’єднань (скорочено ВИК)-це метод контролю якості, що виконується за допомогою візуального огляду або із застосуванням простих вимірювальних інструментів (про них ми поговоримо далі). За допомогою візуального огляду виявляються великі дефекти, а за допомогою інструментів виявляються дрібні дефекти, відразу непомітні оку.
ВИК зварних з’єднань треба проводити із зовнішнього боку зварного з’єднання. Виконуючи контроль із зовнішнього боку можна використати усі способи візуального і вимірювального контролю, а значить з більшою точністю заповнити акти. Роботу виконує або зварювальник, або спеціальний контролер. У будь-якому випадку, під час перевірки можуть використовуватися спеціальні інструменти.
Інструменти для контролю
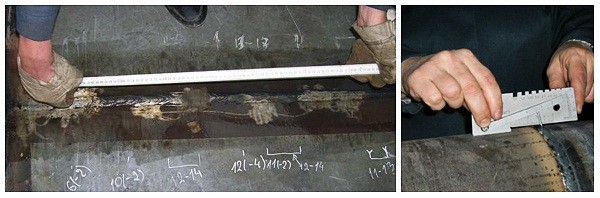
Валіза контролера складається з великої кількості різноманітних інструментів контролю якості. Усі інструменти можуть мати різне призначення: одні використовуються в цехах при нормальній температурі, а інші покликані для роботи в польових умовах, коли контролю може перешкоджати погана погода, наприклад. Найголовніший інструмент для контролю-лупа. Використовуються різні типи луп (телескопічні, оглядові і інші). За допомогою лупи можна зробити первинний візуальний контроль. Також можна використати мікроскоп.
Обов’язковий набір інструментів може складатися з декількох позицій. Контролер має право сам вирішувати, які інструменти використати у своїй роботі, тому не існує чіткого переліку лінійок і луп, які повинен використати кожен фахівець. Проте, в арсеналі контролю можна зустріти не лише лупи і лінійки, але ще і різні косинці, штангенциркулі, щупи, товщиноміри, калібрувальники, рулетку, різноманітні шаблони і нутроміри. І це далеко не увесь список. Зараз в магазинах можна без зусиль відшукати готові набори з усіма необхідними інструментами.

Проте, ВИК можна здійснити і за допомогою мінімальної кількості інструментів, не обов’язково мати цілу валізу. Природно, в таких випадках неминучий людський чинник, тому контроль треба проводити ретельно і неодноразово. Адже акт, в якому ви вкажете усі дефекти, прирівнюється до повноцінного документу. І якщо щось піде не так, вашу об’єктивність поставлять під сумнів. Крім того, ви повинні вказати в акті усі інструменти, які використали при контролі. І чим і більше, тим краще.
Якщо треба провести ретельніший контроль (його також називають візуально-оптичним), можуть використовуватися спеціальні збільшувальні прилади. Так для пошуку прихованих від очей дефектів використовують ендоскопи, дефектоскопи і спеціальні відеокамери. Також можливий контроль на відстані. Для цих цілей використовують бінокль, телескопічну лупу або зорову трубу.
Читайте також: СНИП і контроль якості
Порядок проведення контролю
Якщо ви тільки починаєте вивчати тему візуально-вимірювального контролю, то напевно представляєте цей процес так: ви оглядаєте шов і якщо помічаєте на нім видимі дефекти, то нагороджуєте його характеристикою “неякісний” і приступаєте до контролю наступної деталі. Але це не зовсім так. Ви повинні розуміти, що у шва може бути багато характеристик і не можна називати його просто якісним або просто неякісним.
На ділі ж ВИК складається з безлічі етапів, кожен з яких грає велику роль. При цьому не важливо, що саме піддається контролю: окрема деталь або велика металоконструкція. Порядок проведення робіт завжди однаковий.

Спочатку виконується візуальний контроль. Контролер уважно оглядає шов, звіряє його фізичні характеристики (довжину, ширину і інше) з показниками в технічній карті і кресленнях . Коли огляд закінчений складається акт. Якщо були помічені видимі дефекти, деталь відправляють на додатковий контроль. Перевіряється характер, розмір дефекту і відсоток його відхилення від норми. Далі проводять вимірювальний контроль зварних швів, якщо його потрібно. Використовують інструменти, описані вище. Такий контроль називається детальним або інструментальним.
Якщо контролер вважає, що цих методів недостатньо, він може направити деталь на додатковий контроль за допомогою інших методів. Наприклад, ультразвукового або радіографічного . Додаткові методи дозволяють виявити особливо приховані дефекти і відправити деталь до браку або виявити дефекти на ранніх “стадіях”. В окремих випадках можна навіть виправити помилки і переварити шов.
Як ви розумієте, візуально-вимірювальний контроль треба проводити в час і після зварювання. Але існує ще ряд случав, коли візуально-вимірювальний контроль є необхідністю. Отже, ВИК обов’язковий при виконанні багатошарових швів (контролю піддається кожен шар), при зборці металоконструкції з безлічі деталей, при автоматичною і роботизованому зварюванню, при закінченні терміну експлуатації зварних з’єднань і перед випуском виробу. Крім того, під час контролю виявляються не лише дефекти, але і наявність маркіровки мул клейма на металі, звіряються фізичні характеристики шва і перевіряється правильність катетів .
Можливі дефекти
ВИК-простий метод контролю, але завдяки ньому вдається виявити до половини усіх можливих дефектів. Зокрема, при простому візуальному огляді можна виявити тріщини, перепади по висоті і ширині шва, лускатість шва, напливи і підрізи, непровареные кратери, пропалення, невірні катети шва і надмірне послаблення з’єднання. І цей тільки початок.
Далі до візуального контролю можна додати декілька інструментів. Не мудритимемо, візьмемо лупу або мікроскоп. З їх допомогою можна виявити дрібні тріщинки, перші вогнища корозії, не закриті “раковини”, забоины і зайву пористість шва. Також ви зможете виявити непровареные ділянки, розшарування, зміщення і злами, різні дефекти покриття шва.
І усе це завдяки уважному погляду і простій лупі. А якщо додати до цього більше просунуті інструменти (наприклад, ендоскоп), то можна виявити і більше приховані дефекти. Так що такий метод досить ефективний, незважаючи на його простоту.
Переваги і недоліки
Як і у будь-якого іншого методу контролю у ВИК є свої плюси і мінуси. Давайте розглянемо їх детальніше.
Найголовніший плюс-простота застосування. Для проведення ВИК досить простих інструментів і мінімальних знань. Таку роботу можна доручити навіть зварювальникові. Крім того, незважаючи на усю простоту, завдяки Вик можна дізнатися до 50% інформації про якість шва, що дуже багато. Також контролер витратить трохи часу і зможе виконати контроль у важкодоступному місці. Ну а якщо хтось засумнівається в правильності контролю, його можна провести повторно без великих тимчасових і трудових витрат.
За рахунок простих інструментів і можливості проведення контролю зварювальником такий метод є економічно вигідним. Не треба притягати додаткового співробітника, виплачувати йому зарплату і податки, також не треба турбуватися про зберігання і переміщення важких приладів для контролю. На багатьох підприємствах цей плюс грає дуже велику роль.

ВИК можуть піддаватися будь-які деталі. Вони можуть мати будь-який розмір, форму і шов може розташовуватися у будь-кому просторовому положенні . Завдяки ВИК можна швидко провести контроль зварних з’єднань трубопроводів без необхідності їх демонтажу, у такому разі можна швидко дізнатися, чи збіг термін експлуатації зварного з’єднання.
Проте, є і мінуси. Основний-це людський чинник. У контролера може бути поганий зір, неважливий настрій, погане самопочуття і так далі. Усе це впливає на якість проведення контролю. Величезну роль тут грає саме суб’єктивне бачення контролера. Також за допомогою ВИК можна виявити тільки великі дефекти або припустити можливі приховані. До того ж, ви зможете перевірити тільки ту частину деталі, яку бачите.
Незважаючи на свою простоту, контролери все ж повинні знати усі нормативні документи, щоб їх контроль був об’єктивнішим. Якщо зварювальникові доручать ВИК, а він не знає Гостів, то знадобиться його додаткове навчання, а це віднімає час.
Проте, уся недосконалість цього методу не є критичною, так що візуально-вимірювальний контроль проводять на будь-якому підприємстві, навіть найменшому. Контролер може проводити ВИК упродовж усього зварювального процесу, а значить вчасно помітить дефекти і зможе їх усунути.
Висновок
Візуальний і вимірювальний контроль-це хоч і суб’єктивний, але украй ефективний метод контролю якості швів як на етапі виробництва, так і під час випуску. Звичайно, цей метод не так технологічний, як інші, але в цьому його плюс-не треба використати дороге устаткування, довго навчати співробітників або шукати досвідченого фахівця. Зварювальник будь-якої категорії може вивчити декілька Гостів і застосувати їх на ділі, це не зажадає великих трудових і тимчасових витрат.