


Ми звикли до зварних робіт зі сталлю і досить рідко, коли доводиться працювати з чавуном. Нижче ми опишемо особливості роботи з цим матеріалом і що характерне в роботі в порівнянні зі звичайною сталлю.
Властивості чавуну
Чавун – це залізовуглецевий сплав із вмістом вуглецю понад 2.14%. Залежно від концентрації вуглецю у складі чавуну, розрізняють такі види:
Білий чавун – у ньому весь вуглець у вигляді цементиту. Дуже тендітний і жорсткий. Погано піддається обробці. Має білий відлив у місці зламу. Використовується для подальшої обробки.
Сірий чавун – вуглець представлений у вигляді пластинчатого графіту. Непогано піддається механічній обробці. Відповідно злам має характерний сірий колір. Використовується у складному виливку (наприклад, художнє лиття).
Високоміцний чавун – сплав, який виходить внаслідок додавання до вмісту чистого магнію, графік у такому чавуні має кулясту форму. Використовується для виготовлення зносостійких деталей, які повинні забезпечувати ударостійкість та стійкість до високих температур. Найбільш схожий за властивостями зі сталлю.
Ковкий чавун – продукт відпалу білого чавуну, має графік у формі пластівців. Використовується для виготовлення деталей, схильних до витримування високих вібрацій.

Властивості чавуну, які впливають на обробку цього металу:
- через його високу міцність, вимагає якісного ріжучого інструменту;
- через низьку пластичність схильний до розтріскування;
- внаслідок тієї ж високої міцності та низької пластичності складно виготовляти деталі малої товщини;
Так як наш матеріал на тему зварювальних робіт, при зварюванні використовують саме сірий чавун.
Підготовчі роботи
Як і всі метали, перед зварюванням чавун необхідно обробити. Для цього використовують шліфувальну машинку. Після зачистки метал знежирюють розчинником.
У разі, якщо має бути робота з видалення тріщини, то зачистка виконується по всій довжині до закінчення. Також виконується розсвердлювання металу на протилежних сторонах тріщини. У ці отвори вставляються шпильки.
Крім такої особливості, як використання шпильок, обробка кромок виконується з наданням їм округлої форми. Зварювальні роботи виконують спеціальними електродами.
Рекомендації
Під час виконання роботи використовують такі рекомендації:
“Для виключення появи тріщин при зварюванні не допускають швидкого остигання металів. Для збільшення часу остигання деталі, на її поверхню насипають матеріал, що зберігає тепло. Для цього можуть використовувати вугілля або піщану суміш. У разі зварювання чавуну зі сталлю, піддають повільному остиганню саме сталь.”

При зварюванні необхідно враховувати високу плинність чавуну, що у рідкому стані.
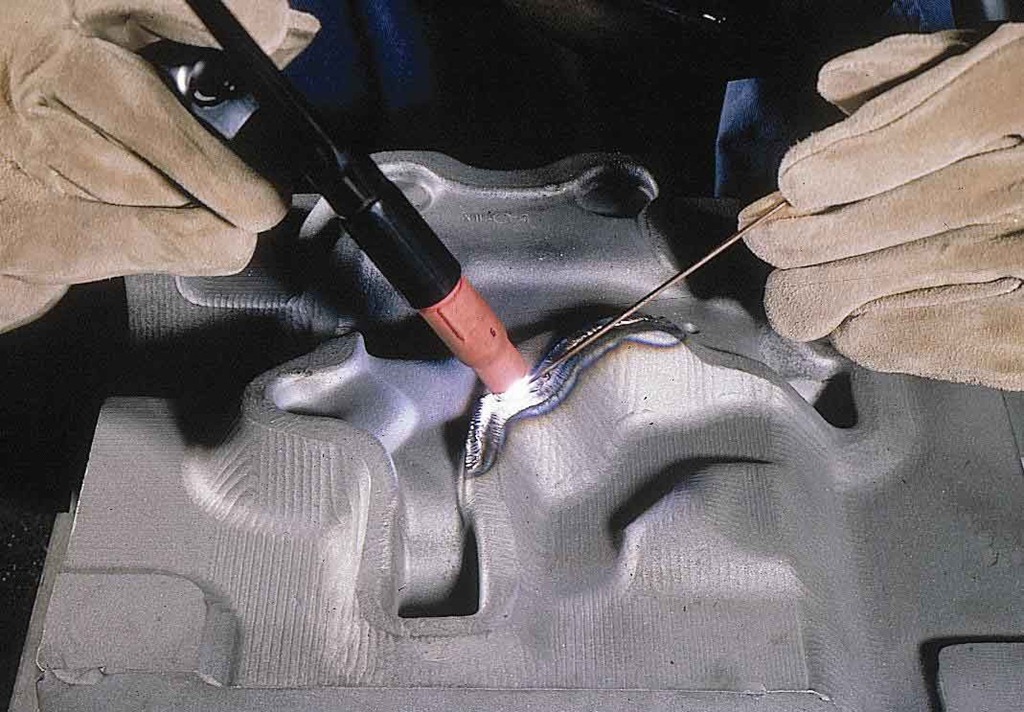
Якщо зварювання виконується електродом, що не плавиться на основі вольфраму, формують щільний шов. Працюючи з різнорідними металами, враховують ці особливості.
Оскільки зварювання чавуну є складним процесом, люди, які виконують ці операції, повинні чітко дотримуватися інструкцій. Зварювальник повинен мати достатньо досвіду та дотримуватися технології зварювання.
“Під час ремонту чавунних деталей дотримуються наступних рекомендацій:”
Поверхня металу має бути підготовлена до роботи. Усі недоліки мають бути видалені. Тріщини та дефекти на відстані менше 20 мм видаляються разом.
Як вже було сказано вище, поверхня обов’язково шліфується та знежирюється. Якщо метал промаслений, його неможливо буде зварити.

Виконавець робіт повинен чітко уявляти, з яким металом він працює. Так як різний метал має різні властивості теплових впливів. Найкраще зварюванню піддається сірий чавун. Якщо перед вами інший вид металу, слід робити рекомендації щодо зварювання саме цього роду металу. Наприклад, якщо перед вами ковкий чавун, то до початку зварювальних робіт його потрібно обов’язково розігріти.
Застосування шпильок покращують зчеплення металу, тим самим зміцнюючи шов. Дотримуйтесь рекомендацій щодо кількості таких шпильок.
При зварюванні можуть використовуватися спеціальні прутки з чавуну.
Готовий шов добре оглядають, щоб унеможливити місця непроварки. При виявленні тріщин шов необхідно знову зачистити і виконати процедуру зварювання заново.
При зварюванні чавуну з іншим металом рекомендують накладати другий шов.
Після завершення зварювальних робіт на шви можуть насипати піщану суміш для уповільнення охолодження. Використання деталі можливе лише після її повного остигання.

Електроди
“З огляду на особливості зварювання чавуну необхідно розуміння сполучуваності металів. При підборі електродів велику увагу надають змісту графіту.”
У разі зварювання з використанням електродів відбувається згоряння вуглецю, по цьому необхідно регулювати вміст графіту. Досить поширеними електродами є ті, що містять домішки нікелю та міді. Включення цих металів сприяє покращенню процесу зварювання:
Оскільки нікель розчиняється в залозі, то кінцевий шов буде незагартованим і його можна буде після закінчення зварювання безпроблемно обробляти.
Мідь на відміну нікелю не розчиняється у залозі, проте прийде шву додаткової міцності.
Асортимент електродів досить великий. Вам не складе підібрати потрібні саме для ваших умов роботи.
Нижче наведені популярні марки:
МНЧ-2 – найуніверсальніші електроди і застосовні при роботі з різним чавуном. Дозволяють працювати навіть без попереднього розігріву деталей.
ЦЧ-4 – застосовується для ремонтних цілей щодо застосування наплавлення на поверхню бракованої деталі;
ОЗЧ-4 – застосовні при виконанні холодного зварювання, а також при наплавленні фінальних шарів. Мають у своїй основі нікель. Слід зазначити, що електроди ОЗЧ-2 застосовуються також при холодному зварюванні, проте містять мідь.
ОЗЖН-1 – застосовні для холодного зварювання сірого чавуну, складаються з нікелю та заліза.
Крім нікелю та міді, до складу електродів нерідко додають різні домішки для досягнення кращого результату. Це може бути як алюміній, так і феросиліцій, або навіть мармур.
Сварка
При роботі з чавуном використовують холодну, напівгарячу та гарячу технологію зварювання.
Холодна – це означає, що відсутня процес нагрівання. Метод такого зварювання не передбачає попереднього нагрівання деталей перед їх зварюванням. Однією з причин використання такого методу є відсутність можливості прогріти деталь або деталь є занадто великого розміру.

Напівгаряча – передбачає попередній прогрів деталей, що зварюються, до температури близько 350 градусів за Цельсієм.
Гаряча – аналогічно напівгарячій, але прогрівання роблять до температур не вище 600 градусів. Слід зазначити, що цей метод застосовується на виробництвах, оскільки прогрівання виконують у спеціальних печах.
Різання
Існує два варіанти різання чавуну – теплом та механічним впливом.
Найпростішим і найпоширенішим є механічний спосіб різання із застосуванням ріжучого інструменту (турбінки). У випадку з різкою трубою, необхідний спеціальний інструмент. Також застосовують шабельні плити з різним напиленням.
Термічно здійснюють різання звичайним електродом (у захисному газовому середовищі або без) або плазмовим різаком.
Безпека
Ніколи не варто забувати про заходи безпеки. Завжди необхідно дотримуватись безпечних методів виконання робіт. Нижче ми наведемо основні, але не вичерпні рекомендації, про які не слід забувати при виконанні зварювальних робіт:
- робота у досить освітленому приміщенні, яке має доступ до повітря (провітрюється) або обладнане витяжною вентиляцією;
- не нехтуйте заземленням електрозварювального обладнання.
Робота повинна виконуватись у захисному одязі. Необхідно подбати про захист відкритих ділянок тіла, а також органів зору.
Не допускається різке охолодження чавуну, виключається робота за умов підвищеної вологості.