


Контактні зварювальні апарати найбільш поширені, як у побуті, так і у виробництві. Особливість цього апарату в тому, що в зварюванні одночасно використовується механічний тиск і висока температура, тобто такий зварювальний апарат відноситься до термомеханічного.
Таке зварювання характеризується простотою використання, а також дозволяє поєднувати як дрібні деталі, так і широкі листи металу. А надійність та якість контактного зварювального апарату підтверджується тим, що він широко використовується у суднобудуванні, виробництві автомобілів та літаків, а також у виготовленні різних мікросхем.
Різниця лише в тому, що такі контактні зварювання можуть відрізнятись габаритами залежно від сфери застосування. Ще одна перевага такого зварювального апарату полягає в тому, що він дозволяє здійснити роботи ручним способом.
А простота виробу дає можливість виготовити зварювання самостійно в домашніх умовах, що економить кошти. Особливо з огляду на те, що час виготовлення вкрай мало.
Контактний зварювальний апарат підходить для роботи з будь-якими видами металу, а також однаково успішно може використовуватися як професіоналами, так і майстрами-початківцями. Термін експлуатації домашнього контактного зварювання не поступається магазинним виробам, незалежно від частоти використання.
Загальні відомості
Контактне зварювання відноситься до категорії електричних і має на увазі спосіб з’єднання металевих елементів через механічний тиск і одночасну дію високої температури за допомогою струму.
А якщо говорити більш простими словами, то зварювальний шов формується одночасно через нагрівання частин металу та через їхнє стискування. Причому основна роль приділяється саме високій температурі.
Струм виділяє тепло, яке впливає на металеві елементи у місці утворення шва. Одночасно на метал із двох сторін діють широкі металеві електроди, які створюють тиск на металевий лист.
Характерно, що всі елементи нагріваються по-різному. Про правильність виготовлення контактного зварювання можна судити, якщо поверхня металу нагрівається не дуже сильно.
Така температура значно нижча, ніж за інших видів зварювальних робіт. Це пов’язано з тим, що контактне зварювання передбачає саме одночасну дію високої температури та механічного стискування.
Крім того, у контактному зварюванні обов’язковим елементом виступає охолодження. Електроди повинні охолоджуватися, щоб уникнути підвищення високої температури.
Якщо температура під час проведення робіт занадто висока, то це говорить про неправильне проведення зварювальних робіт або про неправильність складання апарату.
Недоліки та переваги

Контактні електричні зварювальні апарати відносяться до категорії економних, оскільки вони використовують мало енергії з високою продуктивністю. Це одна із причин популярності контактних зварювальних апаратів.
Ще одна перевага – швидкість виконання робіт. Завдяки тому, що на місце з’єднання одночасно впливає висока температура та механічний стиск, одна зварювальна точка формується не більше секунди.
Разом з цим шов виходить міцним, акуратним і міцним. Ще одна причина, через яку майстри віддають перевагу контактним електричним зварювальним апаратам, це простота використання.
Тобто на практиці застосовувати таке зварювання можуть не лише професіонали, а й люди, які лише приступають до проведення зварювальних робіт. Ще один плюс це можливість повної автоматизації роботи.
Якщо говорити про промислові контактні зварювання, то вони влаштовані таким чином, що людині немає необхідності постійно перебувати біля апарату. Він все робить автоматично.
До переваг належить відсутність необхідності придбання додаткових комплектуючих. Тому й обслуговування зварювального апарату буде економним та зручним.

“У самий невідповідний момент не виникне проблеми, що комплектуючих не вистачає. Електричні контактні зварювання однаково застосовуються для кріплення різних видів металу, незалежно від його властивостей.”
Це можуть бути кольорові метали, нержавіюча сталь, тендітний алюміній або чавун. Залежно від використовуваного металу і від характеру робіт, що проводиться, майстер може використовувати стрижень, що не плавиться, або інертний газ.
До недоліків контактних апаратів належать такі:
- висока вартість професійних апаратів;
- споживання сили струму від 1000 А;
- наявність постійного та стабільного електричного живлення;
- наявність суворого переліку правил, які мають дотримуватися під час проведення зварювальних робіт.
Незважаючи на те, що технологія проведення зварювальних робіт дійсно вимагає дотримання суворих правил, це можна вважати також перевагою.
Оскільки такі зварювання широко використовуються на виробництві, дотримання правил гарантує, що кожна виготовлена деталь буде надійною і безпечною і не підведе користувача в невідповідний момент.
Класифікація контактних апаратів
На практиці можна виділити кілька різновидів контактного електричного зварювання: точкові, шовні, стикові та рельєфні. На практиці можливе використання комбінованих методів, які мають характеристики кожного з використовуваних способів зварювання.
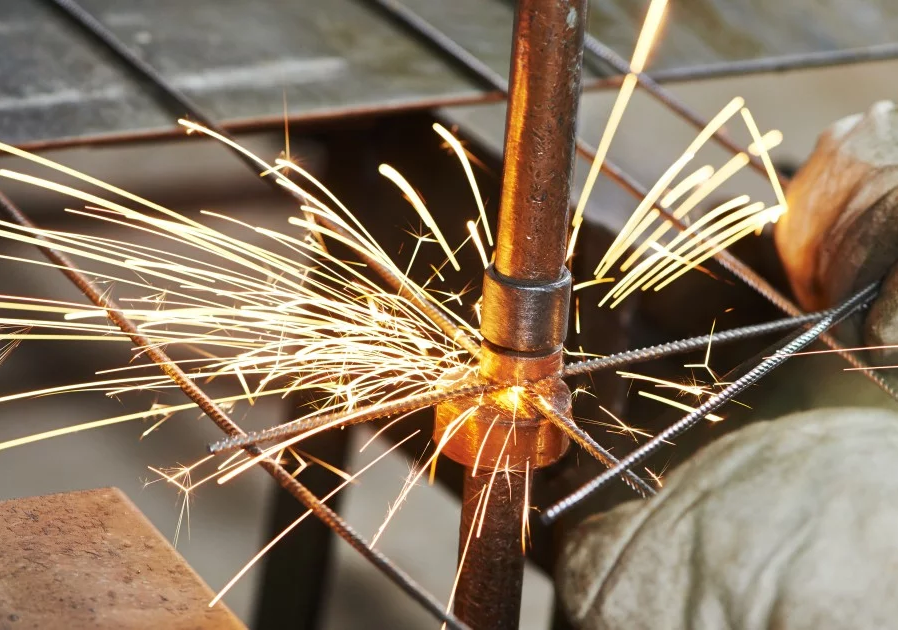
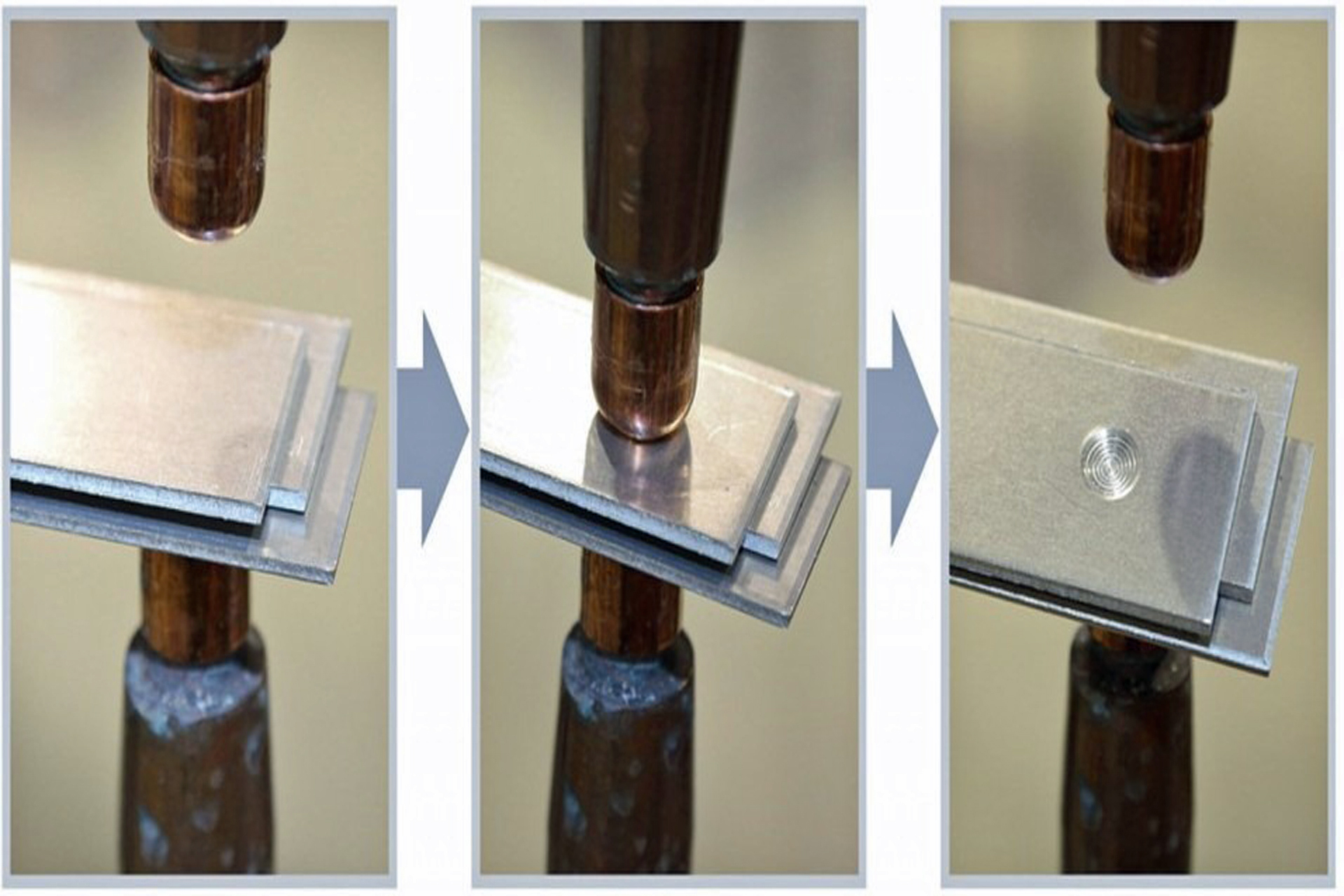
Точкова зварка

У класифікації контактних зварювальних апаратів цей агрегат є одним із найпоширеніших. Суть зварювальних робіт полягає в тому, що металеві елементи з’єднуються окремими точками між якими дуже малий зазор.
Таким чином, формується великий шов, який, завдяки окремим точковим з’єднанням, має високі властивості фортеці. Такий апарат відмінно підійде для з’єднання тонких елементів металу, дрібних деталей та крихких виробів з нержавіючої сталі.
Краще не використовувати точкове зварювання для з’єднання металевих виробів завтовшки понад 2 см. Переваги цього зварювального апарату в тому, що майстер може самостійно регулювати надійність та міцність шва.
Чим частіше розташовані крапки, тим міцнішим буде шов. Не потрібно боятися розташовувати крапки часто, оскільки завдяки деформації такий шов надійно закріплюється.
Рельєфне зварювання

Назва говорить сама за себе. Перед проведенням робіт із з’єднання металевих виробів у тих місцях, де передбачається, що будуть шви, інструментами робляться зазубрини.
Деталі укладаються зазубринами вниз, після чого в цьому місці формується зварювальне з’єднання. А такі зазубрини можуть бути довгастими або напівкруглими. Все залежить від розміру виробу.
Що характерно для цього виду зварювальних робіт, то зазубрини робляться тільки на одній частині металевого виробу, а друга буде незмінною. Рельєфне зварювання відрізняється більш високою міцністю, оскільки крім механічного стискування та температури, ще за міцність відповідають сформовані виступи.
У побуті цей метод не дуже практичний, оскільки забирає більше часу, а на виробництві широко використовується.
Шовні зварювання
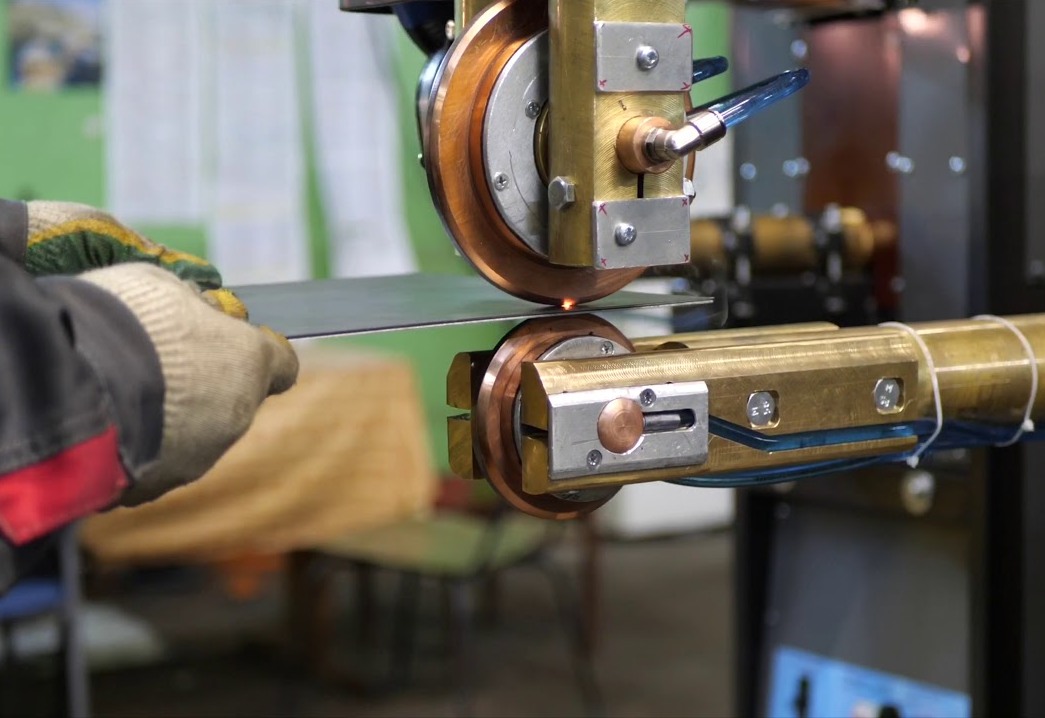
Цей вид зварювальних робіт характеризується тим, що кожен електрод має ролики, якими він прокочується по верху металевого виробу.
При цьому зварювальні точки накладаються одна на одну, що утворює безперервний і цілісний шов. Цей вид зварювальних робіт чудово підходить для роботи з тонкими металами завтовшки до 3 мм, а також при роботі з виробами, де потрібно створити герметичний шов.
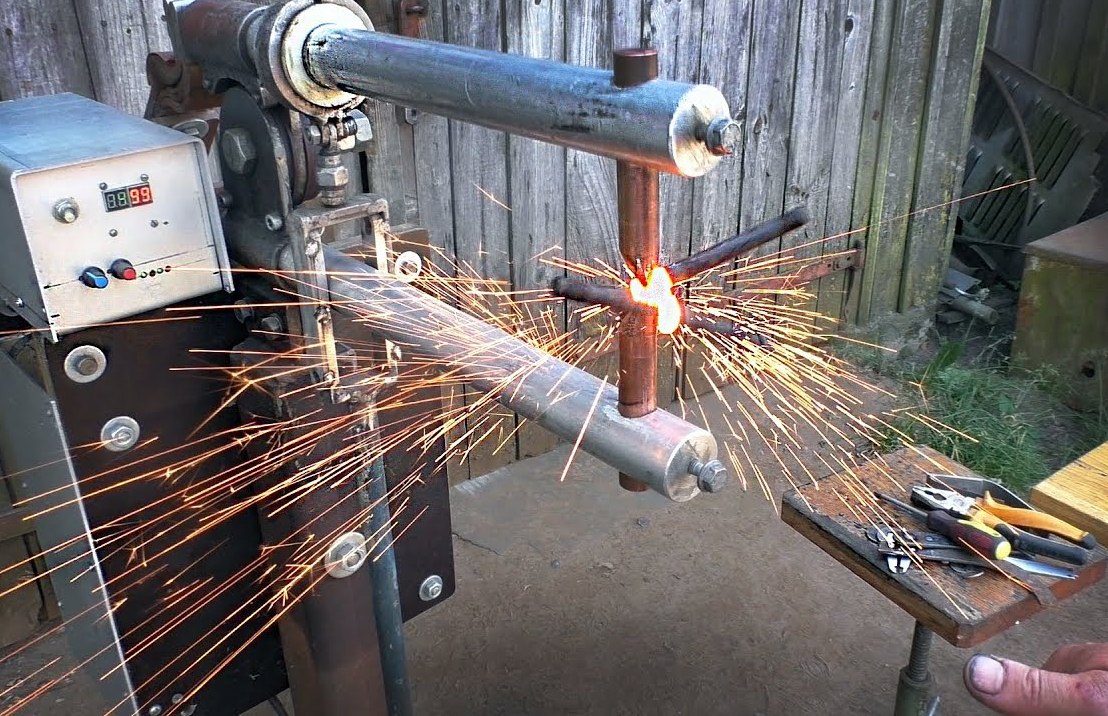
Стокове зварювання
Стокове зварювання працює за аналогічним принципом, тобто одночасно використовується висока температура та механічний тиск. Різниця в тому, що електроди розташовуються не зверху та знизу виробу, а між ними.
Спочатку деталі стикуються, а потім під великим тиском стискається. І лише після цього починає надходити струм, який розм’якшує та нагріває металевий лист, скріплюючи його. Після остигання можна спостерігати міцний шов.
Робота зі стиковим зварюванням більш ювелірна і потребує досвіду та вмінь. Попередньо деталі нагріваються, щоб працювати з ними було легше, а потім здійснюється їх стикування та деформація.
Кожен майстер, який працює з цим видом апаратів, самостійно визначає, чи буде надходження струму постійним або перервним. Інтервальне нагрівання заощаджує електрику.
Крім того, інтервальне нагрівання найкраще підходить для роботи з тонкими металами. До переваг контактних електричних зварювальних апаратів належить те, що під час проведення зварювальних робіт не утворюється шлак.
Тобто не потрібно зупиняти зварювальні роботи та проводити очищення шва. Апарат має електродинамічні властивості, які викидають розплавлений метал за межі виробу. Тим самим запобігаючи необхідності очищення металевих елементів.
Виготовлення апарату контактного зварювання
Представлений вище опис дозволяє переконатися в тому, що такі зварювальні апарати зручні та універсальні. Вони економні та дозволяють працювати з різними видами металу в домашніх умовах.
Якщо умільців відлякує магазинна ціна, ми пропонуємо виготовити такий зварювальний апарат в домашніх умовах. І його потужності буде достатньо для того, щоб проводити зварювальні роботи у побутових умовах.
Нижче представлено посібник, що дозволить виготовити апарат для контактного точкового зварювання, який є найбільш зручним та універсальним. Покрокова інструкція:
- Підготовка трансформатора. Трансформатор може бути використаний раніше, тобто не обов’язково купувати новий. Головне переконатись, що він працює. Допускається застосування одночасно двох трансформаторів, якщо потрібна велика потужність.
- Підготовка мідного дроту великого діаметра. Якщо немає дроту великого діаметра, то беруться тонкі, які згортаються у джгути.
- “Підготовляються металеві важелі, які необхідні для затискання електродів.”
- Апарат повинен мати надійну основу, яка буде стійкою. Основа виготовляється з металу або допускається кріплення апарату прямо до столу.
- Підготовка додаткових елементів, таких як кабелі, ізолента, струбцини, викрутки, загострені мідні деталі.

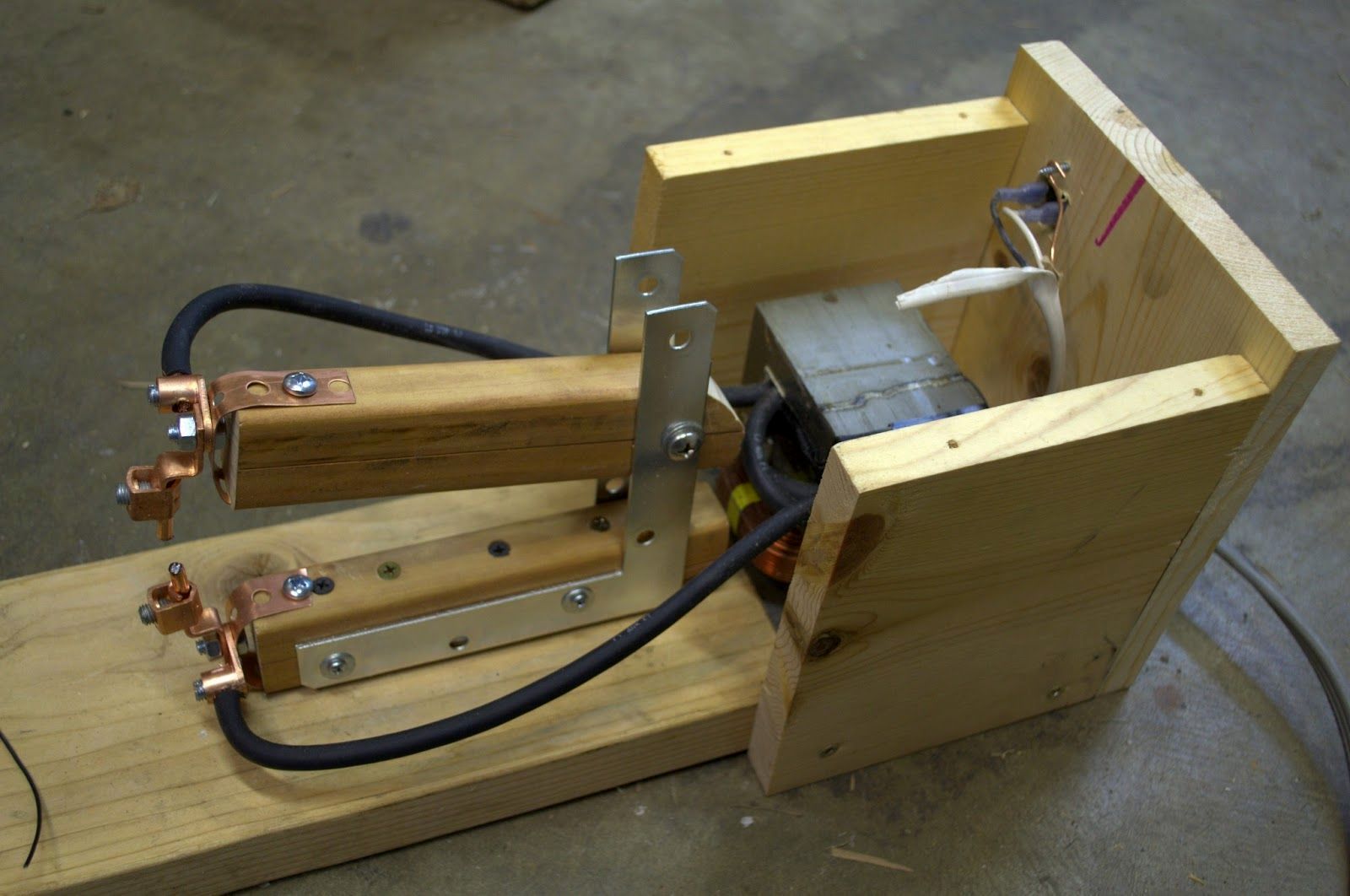
Всі ці елементи необхідні для того, щоб виготовити в домашніх умовах контактне точкове зварювання. Складання апарату відбувається в кілька етапів. Головним елементом майбутнього виробу буде трансформатор.
Радять використовувати трансформатори, взяті з мікрохвильової печі, оскільки він буде достатньо потужним для проведення домашніх робіт та його потужності більш ніж достатньо для домашнього виробу. Потужність трансформатора 1 кВт дозволяє з’єднати металевий виріб товщиною до 1 мм.
Трансформатор при виготовленні буде використовуватися не повністю, а знадобиться тільки магнітопровід та первинна обмотка. Вони обережно від’єднуються, щоб нічого не пошкодити.
По сторонах первинної обмотки розташовані шунти, які також можуть стати в нагоді. Тепер перед майстром стоїть завдання виготовити нову обмотку, для якої буде потрібно багатожильний провід діаметром понад 1 см.
Якщо провід має щільну ізоляцію, вона видаляється, а провід покривається ізолентою. Розташовується провід у два або три витки.
Увага! Якщо використовуються два трансформатори, то обмотка у них має бути загальна.
Трансформатор встановлюється у корпус назад. До нього приєднуються електроди та система управління. Допоможуть підійти раніше набуті знання електротехніки або покрокові відео інструкції, представлені в мережі інтернет.
Контактні зварювальні апарати це зручний метод і відносно швидкий, який дозволяє з’єднувати вироби з різних видів металу. Перевага у тому, що працювати з таким зварювальним апаратом можуть навіть не професіонали.
Таке зварювання безпечне і дозволяє займатися зварювальними роботами прямо вдома. Виготовлення апарату своїми руками дозволяє значно заощадити кошти придбання нового апарату.