


Особливості зварювання кольорових металів
- Вони легко окислюються.
- При плавленні цих металів з’являються тугоплавкі оксиди, які здатні заповнити зварювальний шов. Через це підвищується ризик виготовлення неякісного шва і виникнення тріщин.
- Деякі кольорові метали вимагають застосування потужнішого джерела енергії, оскільки їх охолодження відбувається дуже швидко. Працювати в даному випадку треба оперативно.
- Існує вірогідність випару “легенів” складових сплаву, оскільки усі вони мають різну температуру плавлення.
- Кольорові метали, на відміну від чорних, краще взаємодіють з газовим середовищем.
- При зварюванні на кольорових металах з’являється оксидна плівка, яка заважає зварити якісний шов.
- Роботи по зварюванню повинні проходити в зоні з обмеженим об’ємом кисню.

Зустріти якийсь конкретний кольоровий метал в чистому вигляді майже неможливо. Зазвичай вони використовуються у вигляді різних сплавів. Найбільш популярні складові сплавів : мідь, нікель, алюміній, титан, цинк.
Технологія зварювання кольорових металів: підготовка до роботи
Будь-який зварювальний процес вимагає підготовки. Особливо, якщо йдеться про зварювання кольорових металів. В першу чергу, деталі вимагають зачистки, щоб видалити оксидну плівку. Жири віддаляються за допомогою бензину або розчинника. Розташувати деталі треба приблизно в2 мм один від одного. Проводити роботу рекомендується в максимально нижньому положенні, оскільки кольорові сплави відрізняються підвищеною плинністю.

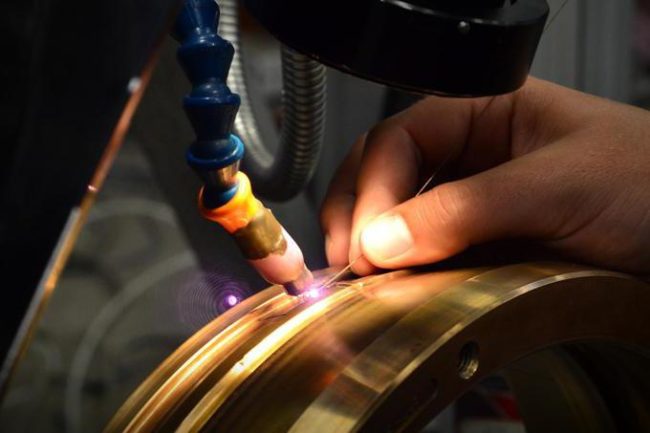
Для того, щоб захистити зварювальну ванну від повітря, зварювання проводять в середовищі інертних газів. Частіше застосовуються азот, гелій або аргон. Електроди для зварювання кольорових металів краще використати з вугілля, графіту або вольфраму.
Зварювання кольорових металів і їх сплавів з алюмінію
Після заліза алюміній вважається найпопулярнішим металом. Він часто використовується в чистому вигляді. Проте, його сплави все одно використовуються частіше. Існує безліч сплавів з алюмінію. Алюмінієві сплави використовуються в харчовій і хімічній промисловості, у будівництві і машинобудуванні. Якщо проводити класифікацію за властивостями, то самими часто вживаними є дуралюмин, силумін і авиель.

Перед початком робіт алюміній зачищають від окисної плівки і знежирюють. Потім деталі, що підлягають зварюванню, одну-две хвилини протравлюють у водному розчині фтористого натру в співвідношенні50/50. Після цього їх приблизно на дві хвилини кладуть в розчин азотної кислоти. Потім елементи треба промити гарячою і холодною водою. З моменту підготовчих праць до зварювання не повинно пройти більше чотирьох годин. Аналогічні підготовчі роботи повинні робиться і з дротом для зварювання. Заборонено зачищати кромки з допомогою “наждаки”. Елементи для зварювання мають бути надійно зафіксовані.
Зборка елементів перед зварюванням залежить від товщини зварюваних деталей. Якщо потрібно, перед з’єднанням елементів накладають прихваточные шви. У таблиці нижче вказана зразкова відстань між ними.
Нікелеві і мідні сплави
Вироби із сплаву нікелю використовуються в пристроях з високою робочою температурою, близько700-1000 градусів (для деталей ракет, газових турбін). Нікелеві сплави міцні, в’язкі, пластичні, жаростійкі і дуже чутливі до газів. Останній чинник призводить до того, що зварювальний шов може вийде пористим. Нікель стійкий до корозії. Для знежирення нікелевого сплаву не рекомендується застосовувати бензин. В основному, нікелеві сплави використовуються в хімічній і електрохімічній промисловості. Для зварювальних робіт з нікелем застосовують електроди з металу, постійний струм зворотної полярності. Якщо використовується аргоновий зварювальний апарат-беруть електроди з вольфраму.

Мідні сплави використовуються в машинобудуванні. З них роблять труби, місткості різного призначення, розмірів і форми. Використовуються електроди з вугілля і графіту при струмі прямої полярності. Довжина дуги приблизно35-40 мм. Якщо робиться ручне дугове зварювання виробів з міді при температурі до400 градусів, використовується струм зворотної полярності. Аргон і гелій використовується для зварювання в захисних газах, дріт з бронзи виступає присадним матеріалом. Підготовка до роботи має бути дуже ретельною, кромки мають бути зачищені до металевого блиску. Зварювання повинне протікати швидко, без перерв. Присадним матеріалом може бути звичайний мідний дріт.
Співвідношення товщини присадного дроту і зварюваної деталі.
Захист зварювальної ванни забезпечується флюсами, перелік яких викладений в таблиці нижче. Флюси в зварювальну ванну вводяться в порошкоподібному або пароподібному стані.
Флюси для ацетилено-кисневого зварювання.
Титанові сплави. Роботи з магнієм.
Титан не є широко поширеним металом. Його використовують в таких областях як літакобудування, атомна енергетика, машинобудування. Особливості цього металу вимагають і особливої роботи з ним. Титановий сплав буде якісним, якщо вміст азоту, водню і кисню в його складі звести до мінімуму. Зварювання аргоном повинне робиться тільки при використанні цього газу1-го або вищого сорту. Використовується постійний струм прямої полярності.

Робота з магнієвими сплавами проходить з використанням гелію або аргону при змінному струмі зворотної полярності. При зварюванні кромки повністю розплавляють і кладуть металеву прокладку з низьким рівнем теплопровідності.
Зварювання кольорових металів і сплавів зі свинцю
Основна складність при роботі зі свинцем полягає в тому, що різниця температури плавлення самого металу і його оксидів дуже велика. Плавлення свинцю відбувається при температурі приблизно327 градусів, а його оксиди розплавляються при температурі приблизно888 градусів. Свинець є рідкотекучим металом. Підготовка до роботи зі свинцем аналогічна підготовці до зварювання алюмінієвих сплавів. Захист зварювальної ванни відбувається за допомогою використання флюсу (стеарин, яким натирають кромки, або суміш стеарину з каніфоллю).
Види методів контролю
Якість-це об’єднання властивостей вироби, які характеризують його здатність задовольнити потреби, що відповідають цілям його створення. Для кожного виду продукції або виробу існують свої вимоги за якістю. Якість зварного шва характеризується міцністю, пластичністю, стійкістю до корозії, структурою шва і зони біля шва, кількістю виправлень і так далі.
Щоб з’єднання було якісним, на різних етапах роботи існують різні методи контролю якості. Вони дозволяють виявити дефекти і попередити їх появу.
Існує два методи контролю залежно від способу впливу на матеріал:
- Що руйнують
- Механічні: вигин, розтягування, сплющення
- Металографічні
- Корозійні
Руйнівні методи контролю зазвичай проводяться на зразках виробу, а не на самому виробі. Зразок по складу має бути аналогічний основному виробу.
- Неруйнівні. Підрозділяються на акустичні, магнітні, оптичні, вихретоковые, радіаційні, теплові, електричні. Цей вид контролю проводять без зразків, на самих основних виробах. При цьому допускається незначні порушення цілісності, зміни твердості.
Таким чином, зварювання кольорових металів і сплавів вимагає багатьох знань, навичок, досвіду і професіоналізму.