


У зварюванні, як і у будь-кому другом технологічному процесі, важливий не лише кінцевий результат, але і усі ті нюанси, від яких і залежить кінцева якість роботи. У нашому випадку еквівалентом якості стає зварювальний шов, оскільки від нього безпосередньо залежить міцність (а значить і довговічність) металевої конструкції.

Для зварювання майстрові потрібні не лише якісні комплектуючі і устаткування, але і безцінний досвід. Щоб його накопити, необхідно постійно навчатися і практикуватися. Щодо практики доведеться потурбуватися самостійно, а ось з теорією ми вам допоможемо. У цій статті ми детально розповімо, які існують види зварних швів і які особливості треба врахувати, щоб виконати роботу якісно.
Загальна інформація
Перш ніж дізнатися, які є види зварних з’єднань і швів, треба визначитися з поняттям властивостей зварного з’єднання. Властивості-це, по суті, характеристики шва, від яких залежить його якість. До властивостей відноситься міцність, в’язкість, відносне подовження і звуження. Але чим визначаються властивості зварного з’єднання? Властивості зварного шва залежать від металу, методу зварювання, комплектуючих і багатьох непрямих чинників (наприклад, від втоми зварювальника).
Так само важливо знати, яку навантаження витримує зварний шов. У інтернеті ходить багато суперечок із цього приводу. Кожен майстер вважає, що саме він знає, скільки витримує зварний шов. Ми скажемо лише одне: не існує єдиної відповіді на це питання. Для кожного типу металу це окреме значення, оскільки різні види швів мають свою межу міцності.
Види швів
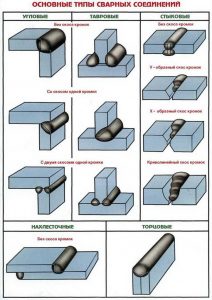
Ось основні види зварних з’єднань і швів:
- стиковою
- внахлест
- кутовий
- тавровий
У цій статті ми детально розбирали кожен вид зварного з’єднання.
Особливості
У швів є свої додаткові особливості, які треба знати. Передусім, це форма з’єднання. Вона може бути такою, що виступає, запалою або плоскою. Вибір форми залежить від конкретних завдань, які треба виконати.
Шов, що так, наприклад, виступає (чи просто опуклий), застосовується при зварюванні металоконструкцій, до яких пред’явлені підвищені вимоги по навантаженню. Запалі (чи увігнуті) шви без проблем переносять різного роду динамічні навантаження. Але у більшості випадків ви зустрінете плоскі шви, оскільки їх характеристики найбільш універсальні і застосуй до більшості видів робіт.

Також шви можуть бути протяжними і переривчастими. Протяжні (чи суцільні)-це шви, які виконуються за один підхід, не мають інтервалів. Переривчасті, відповідно, навпаки виконуються з інтервалами. Для виконання більшості робіт вам буде досить переривчастих зварювальних швів і з’єднань. Суцільні шви застосовуються при зварюванні посилених металоконструкцій.
Найбільш технологічний і якісний спосіб зробити з’єднання переривчастого типу-це контактне зварювання . Її виконують за допомогою дискових електродів, що обертаються. У домашньому зварюванні цей метод швидше даремний, зате на великих виробництвах йому немає рівних. За допомогою контактного зварювання можна за короткі терміни виконати великий об’єм робіт, при ця якість з’єднань не постраждає, а тільки покращає.
Також є роликове зварювання, за допомогою якого можна виконати якісний суцільний шов. Отримуваний зварювальний шов відрізняється міцністю, герметичністю і довговічністю. У більшості випадків роликове зварювання підійде для промислового зварювання (наприклад, труб або модулів, що вимагають підвищеної герметичності).
Тепер поговоримо про шари. Зварні з’єднання можуть бути одношаровими і двошаровими. Якщо шов був зроблений за один підхід, то він називається одношаровим. Якщо метал дуже товстий або з’єднання повинне вийде дуже міцним, то застосовують двошаровий метод, коли шов формується в декілька підходів, буквально по шарах. Не можна однозначно говорити, який шов краще оскільки це залежить від того, які завдання стоять перед вами.
Знаючи усе це вас не повинне дивувати те, що самі шви можуть мати різну просторову орієнтацію, яка так само залежить від завдань, які треба виконати. З’єднання може бути нижнім, верхнім (чи стельовим ), вертикальним або горизонтальним .
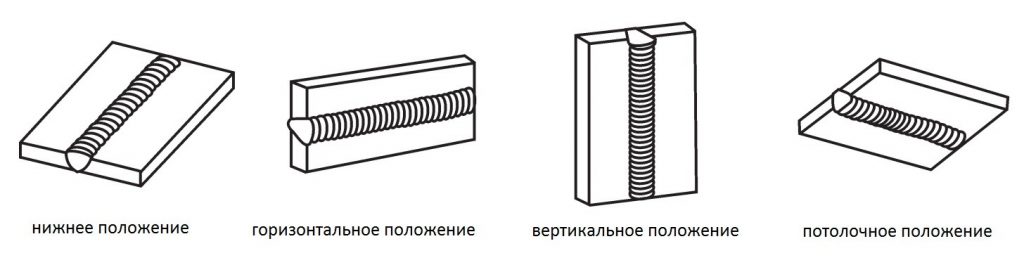
При зварюванні вертикального шва електрод треба вести знизу-вгору, при цьому існує безліч способів траєкторії руху електроду. Ми не перераховуватимемо їх у рамках цієї статті, просто порадимо новачкам метод “півмісяця”. Досвідченіші майстри переміщають електрод “ялиночкою”. Щоб метал не стікав вниз, встановите маленьку потужність на своєму апараті. Так ви зможете контролювати швидкість плавлення металу.
Якщо треба зварити нижній шов, то ведіть дугу під кутом в 45 градусів, це дозволить добитися доброго результату. Так само рекомендуємо використати метод несиметричного “човника”, якщо має відбутися зварювання у важкодоступному місці.
Зварювання стельового шва найбільш трудомістке, оскільки тут метал охоче стікає вниз під дією сили тяжіння. Ми не рекомендуємо виконувати стельовий шов, якщо у вас в цілому недостатньо досвіду. Але якщо ви все ж вирішитеся, то використайте коротку дугу і істотно зменште силу струму.
Від просторової орієнтації залежить положення, в якому рухатиметься електрод . Для виконання більшості робіт (наприклад, зварювання вертикальних, горизонтальних і стельових швів) тримаєте електрод кутом вперед. А при зварюванні стикового або кутового шва направте стержень кутом назад. Якщо треба зварити важкодоступне місце, то підійде прямий кут.
Завершення робіт
Виды зварювальних з’єднань важливі, але без правильних завершуючих робіт ви не зможете назвати шов по-справжньому якісним. Завершуючі роботи не менш важливі, чим підготовчі, тому віднесіться до цього серйозно. Наслідуйте наші прості рекомендації, і ви зможете істотно поліпшити якість робіт.

У усіх початківців і досвідчених зварювальників при зварюванні утворюється шлак . Це абсолютно нормально. Але треба стежити, щоб шлак не потрапив в шов, інакше це негативно вплине на якість з’єднання. Ви можете використати флюс, але якщо такої можливості немає, то після зварювання ретельно зачистите шви. Ми детальніше розповімо, як це зробити.
Якщо ви формуєте шов в декілька підходів, то зачистка швів виконується після кожного підходу. Можна використати будь-який зручний для вас спосіб. Але ми розповімо про універсальний. Спершу збийте молотком надлишки шлаку і зачистите шов жорсткою металевою щіткою. Це можна виконати вручну.
Потім рекомендуємо виконати механічну зачистку за допомогою металевого жорсткого круга. Якщо шов занадто великий, то його треба зачистити на спеціальному верстаті. Потім зварне з’єднання треба ретельно відполірувати. Для цього так само можна використати шліфувальну машину, але замінити жорсткий металевий круг на шліфувальний. Таке устаткування добре підійде для швидкої шліфовки.
Висновок
Особливості і типи зварних з’єднань постійно міняються через технічний прогрес. Зварювальна справа не коштує на місці і невпинно розвивається. З’являються не лише нові матеріали, але і методи зварювання і обробки металу. Не ігноруйте ці зміни, навчайтеся новому. Так ви зможете підвищити свій професійний рівень. Ми детально розповіли вам, які існують види зварювальних швів і способи нанесення.
Окрім цієї інформації рекомендуємо вивчити нормативні документи, щоб знать, які пред’являються вимоги до зварним швам. Це дійсно важливо, якщо ви хочете працювати на великому виробництві або стати домашнім умільцем, а не сприймати зварювання як хобі. З’єднання для деталі грає таку ж важливу роль, як досвід майстра і якість металу. Бажаємо удачі в роботі!