



Умовно параметри режиму ручного дугового електрозварювання можна розділити на два види: основні і додаткові. До основних параметрів режиму зварювання при ручному дуговому зварюванні відносяться діаметр електроду, властивості і величину зварювального струму, напругу дуги. До додаткових параметрів відносять положення шва на виробі, склад і товщину металу, швидкість з’єднання виробу і покриття електроду. Розглянемо окремо кожного з них.
Зварювальний струм
Струм має визначальні властивості: родом, полярністю і силою. По роду струм підрозділяється на постійний і змінний. Полярність буває пряма і зворотна.
Більшість зварних апаратів працюють на постійному струмі. Відмінність постійного струму від змінного в тому, що постійний струм не змінюються по напряму і за величиною. Тим самим він забезпечує стабільність горіння дуги. Єдиний мінус постійного струму в процесі з’єднання металів-це можливість появи ефекту магнітного дуття. Воно виникає при з’єднанні великих конструкцій, коли стороннє магнітне поле (від намагнічених виробів) впливає на магнітне поле дуги. Дуга в цьому випадку починає “вибігати” за межі області знаходження шва і стабільність горіння різко знижується. З цим мінусом можна боротися шляхом
- обгороджування місця роботи спеціальними екранами, що захищають від “зайвих” магнітних полів
- заземлення зварюваних поверхонь
- визначити можливі варіанти для використання змінного струму
Плюс роботи на постійному струмі-дуга, що стабільно горить, і можливість вибору полярності. Пряму полярність називає ще электрод-отрицательной, зворотну,-электрод-положительной. Зворотна полярність виникає при приєднанні електроду до плюса, а метал до мінуса. При прямій полярності усе навпаки. Відмінність між полярностями в наступному. Закони фізики свідчать, що куди приєднати плюс, той елемент і нагрівається більше. Таким чином, при прямій полярності нагрівається більше металевий виріб. Цю полярність треба використати для з’єднання товстих деталей, оскільки для цього процесу якраз і потрібне більше розплавлення металу для отримання хорошого шва. Якщо пряму полярність використати на тонкому виробі – воно “згорить” і шов вийде неякісним. Для тонких металів проводять зворотну полярність.

Величина сили струму визначається характеристиками конкретного зварювального апарату. У сучасних моделях ці показники вказуються в інструкції. Якщо з якихось причин інструкція у вас відсутня, тоді силу струму можна вибрати залежно від діаметру використовуваного електроду. Не допускається використання сили струму, яка більше відповідною конкретному електроду. В цьому випадку покриття електроду, при якому здійснюється з’єднання, буде пошкоджено, дуга працюватиме нестабільно. Використання занадто великого розміру електроду також погано впливає на процес з’єднання металів: щільність струму знижується, дуга “втікає”, її довжина змінюється, зварний шов рівним і якісним не виходить.
Діаметр електроду
Режими зварювання залежать від виду електроду. Вибір його діаметру залежить від товщини металу і положення шва. При будь-якій товщині, шви у вертикальному положенні, горизонтальні і стельові шви варяться тільки4-х мм діаметром. Якщо шов багатошаровий, то для варіння першого шва використовується електрод3 або4 мм, а подальші шви коригують за допомогою електроду великих розмірів.
У таблиці нижче приведені параметри ручного дугового зварювання при співвідношенні струму, товщини металу і діаметру електроду.
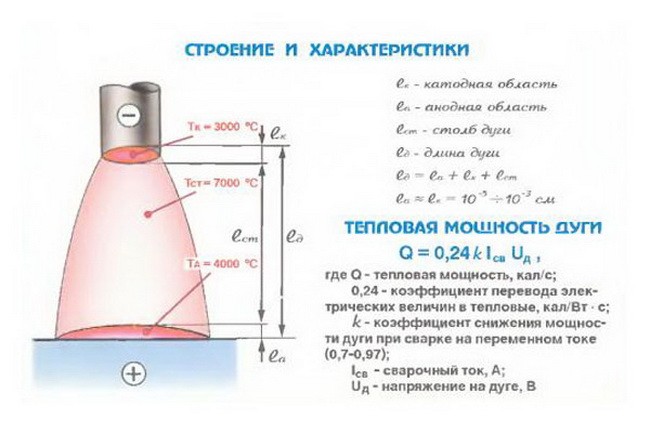
Режим залежно від напруги дуги
Напругою дуги пов’язано з її довжиною. Зазвичай напругу встановлюють в діапазоні20-36 В. Воно збільшується в процесі збільшення довжини дуги. Довжина дуги може бути коротка, середня і довга.
Довжина дуги-ця відстань від кінчика електроду до зварюваного металу. Для виконання якісного з’єднання треба забезпечити стабільний розмір дуги. Вважається, що для новачків простіше підтримувати середній в значенні розмір дуги. Можна зробити якісний шов при короткій дузі, але для цього потрібний досвід і професіоналізм.
Швидкість зварювання при ручному зварюванні електродуги
Ручне зварювання електродуги характеризує швидкість її здійснення. Вона впливає на ширину шва. Чим швидше
швидкість, тим вужчий виходить шов. При повільній роботі шов виходить широкий. Поперечні рухи електродом в процесі з’єднання також впливають на ширину і ще на глибину шва. Занадто швидко і дуже повільно варити не варто. При дуже швидкій роботі утворюватимуться незаповнені металом простори, які можуть стати причиною появи тріщин. Дуже повільна робота електродом дозволяє розплавленому металу розтікатися, що зробить виріб неякісним. Також різними можуть бути рухи торця електроду (зигзаги, “ялиночки”).
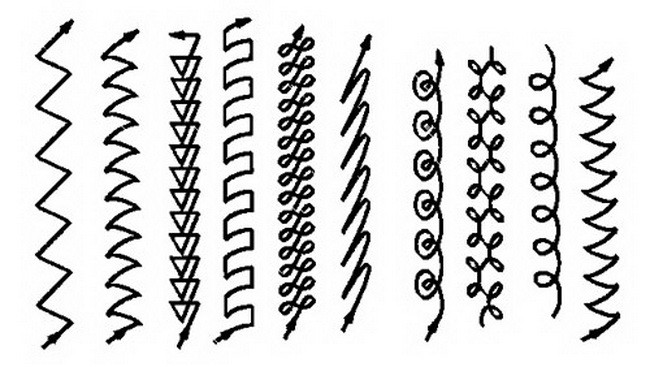
Варіанти напряму електроду при зварюванні
Таким чином, вибір режиму ручного дугового зварювання – це комплекс дій, спрямованих на пошук потрібних параметрів для з’єднання конкретного виробу. Якщо ви не професіонал або навіть зовсім новачок в цій справі, тоді з першого разу вибір режиму зварювання, необхідного для конкретного виробу, може не вийде. Але для цього і існує практика, довідкова інформація, інструкції для ознайомлення, в яких вказані параметри ручного дугового зварювання залежно від різних показників. Варто відмітити, що в кожному випадку усі параметри підбираються індивідуально. Режими ручного дугового зварювання покритими електродами можна вибрати самостійно.