


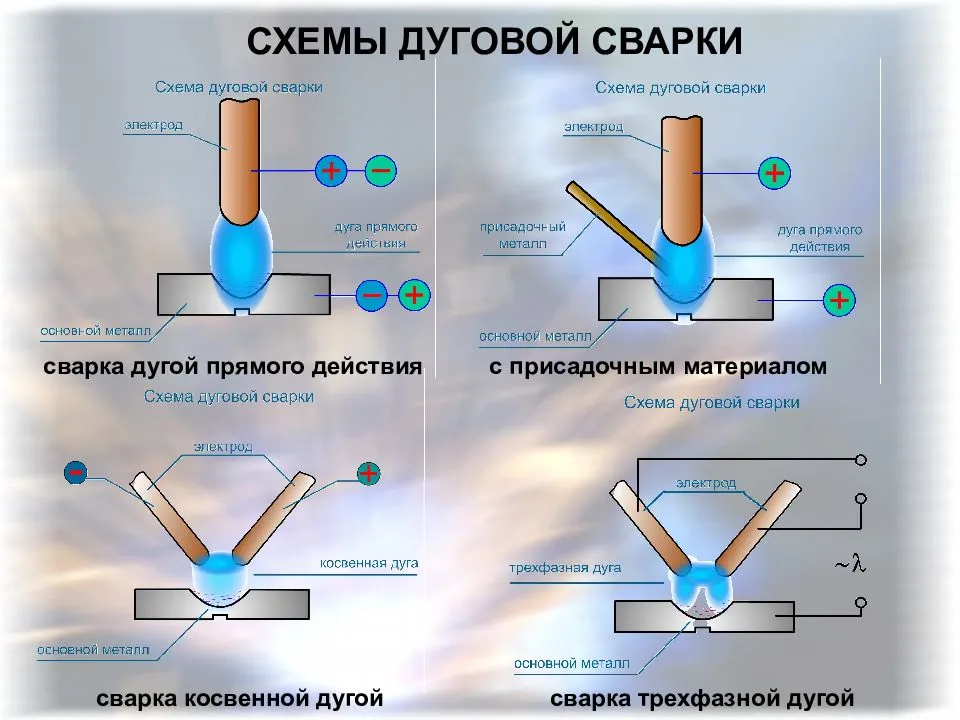
“Один із способів дугового зварювання – це електродна, яка широко використовується у зварюванні металевих деталей.”
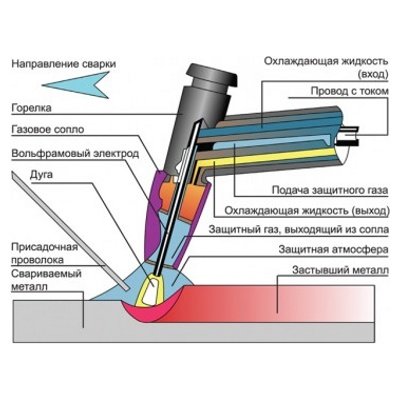
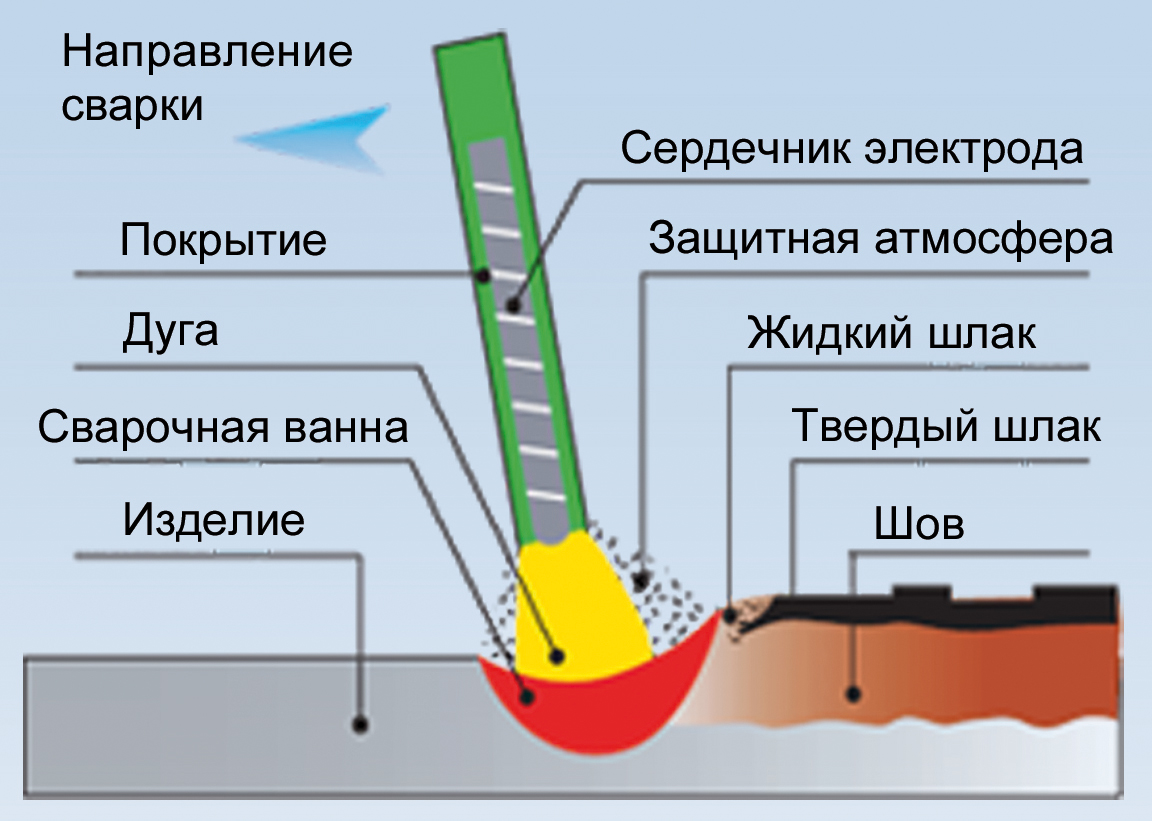
Суть полягає в подачі електроенергії на електрод, що після досягнення високої температури виробляє зварювальну дугу, на честь якого даний метод зварювання і названий.
За своєю структурою електрод має провід з металу, покритий інертним з’єднанням матеріалів, а саме: магнезія, нікелю, марганцю, вапняку, глинозему та заліза. У цій статті ми наочно розглянемо, як застосовувати цей вид зварювання правильно.
ОСНОВИ ЕЛЕКТРОЗРУВАННЯ

Коли між двома об’єктами необхідно створити нероз’ємне з’єднання, зазвичай вибирають дугове зварювання електродами, оскільки воно вкрай ефективно показує себе при з’єднанні металів, керамік, пластмас та інших матеріалів.
Зварний шов утворюється за допомогою сплаву країв виробів між собою за допомогою електричної дуги, дозволяючи намертво з’єднати обидві деталі міцним зв’язком.
“Перед початком розберемося в технології процесу зварювання, як користуватися обладнанням і правильно розташовувати сам електрод. За відсутності розуміння технології буде важко досягти високої якості зварного шва, не кажучи про безпеку зварювальника.”
У першу чергу, підберіть запас електродів діаметром в три міліметри або менше, з такими електродами буде найпростіше навчитися працювати з електрозварюванням, при цьому великі електроди не підійдуть для зварювання досить тонких деталей.
Перш за все, до мінусового контакту апарата необхідно підключити зворотний кабель, а до плюсового підключити тримач електродів.
Перед початком процесу зварювання буде розумним очистити вироби, які ви зібралися варити від пилу, фарби, масел і всього, що може перешкодити утворенню зварного шва.
ОСОБЛИВОСТІ ЕЛЕКТРОДНОГО ЗВАРЮВАННЯ
У дугового зварювання електродами є спектр переваг перед іншими видами зварювання, так і недоліків, які важливо врахувати. Потужні та якісні апарати електрозварювання не обійдуться дешево, що також варто враховувати. У ручного обладнання є такий функціонал:
- зварюваність всіх видів металу;
- Зручність використання у будь-яких положеннях;
- Можливість зварювання деталей навіть у важкодоступних місцях.
З недоліків можна відзначити таке:
- Без захисної екіпіровки процес зварювання може зашкодити здоров’я зварювальника, особливо погіршення зору;
- На відміну з інших видів зварювання, має досить низький ККД;
- Міцність зварювального шва повністю залежить від компетентності зварювальника.
Як захисне екіпірування у зварювальника виступає спеціальна теплостійка форма, для захисту тіла від іскор та можливих опіків, а також захисні окуляри та зварювальна маска «хамелеон» для захисту зору від світла зварювальної дуги.
ТЕХНОЛОГІЯ ЕЛЕКТРОЗВАРЮВАННЯ
У дуговому зварюванні електродами є спеціальна технологія, дотримуючись якої можна отримати високоякісне з’єднання деталей. Є два способи утворення зварювальної дуги під час роботи:
- Чіркання, в якому зварювальник проводить межу електродом по заготовках;
- Точкове електрозварювання, в якому електрод ударяється в конкретних точках.
Використовуються різні електроди, кожен із власним складом покриття, від чого залежить займистість трубки. Покриття підбирається залежно від потреб та матеріалів, що зварюються, маючи власні властивості.
У електродів, що використовувалися багато разів, на точці дотику утворюється шлаковий шар, який заважає утворенню зварювальної дуги.
У таких ситуаціях використовується точковий спосіб зварювання, збиваючи цей шар кількома ударами до появи іскри. Новий провідник підпалюється майже відразу, при цьому електрод піднімається на відстань у два – три міліметри, щоб утворилася сама дуга.
Для отримання гарного зварного з’єднання необхідно забезпечити мінімальну довжину дуги, величини, що має проміжок між виробом і провідником, де і проходить дуга.
На довжину дуги впливають геометричні показники електрода, його діаметр. Зазвичай довжину вибирають від половини до 1,2 діаметра провідника.
ЕТАП ПІДГОТОВКИ

Спочатку ще до роботи необхідно підготувати все необхідне. Насамперед підключається сам апарат. Потім чистяться вироби і закріплюються, щоб під час роботи деталі не рухалися, заважаючи рівному варінню металу. І обов’язково зварювальник одягає захисне екіпірування.
Також, зварювальникові-початківцю краще випробувати сам процес і розібратися як запалюється покриття електрода на металі, щоб зрозуміти, який варіант роботи підходить найкраще.
“ЗВАРНА ДУГА”
Для створення ідеального шва важливо підтримувати коротку зварену дугу. У цій справі варто потренуватися, витримувати правильну відстань одразу не вийде. Спочатку найімовірніше шви будуть виходити нерівними або уривчастими.
“Орієнтуючись на звук, зварювальник-початківець може визначити довжину дуги: у довгої звук різкий і досить гучний, у короткої ж навпаки – рівномірний.”
Коротку дугу важливо тримати, тому що вона дає куди меншу кількість крапель рідкого металу і сам електрод більш рівномірно і, що важливо, плавно розплавляється. Довга дуга не дозволить проплавити метал на достатню глибину, що завадить надійно з’єднати деталі.
Створення якісної дуги хоч і звучить просто – насправді досить складний процес, до якого потрібно довго прагнути.
Високий рівень струму зварювання безпосередньо впливає якість шва. При цьому якщо обірвати дугу, її доведеться запалювати знову, після чого зварювати пропущені ділянки в зварних швах.
Також неправильне зварювання може залишити опік у матеріалі, який з часом призведе до пошкодження матеріалу.
ПРОЦЕС ФОРМУВАННЯ ШВА
В електродному зварюванні існує кілька видів швів, які використовують у поєднанні виробів:
- Ниточний зварний шов найпростіший і зрозуміліший тип з’єднання, що не потребує особливої методики нанесення. Поздовжньо – поступальні рухи не вимагають особливої вправності від зварювальника, але й надійного з’єднання дати не в змозі. Своєю шириною, не досягаючи і трьох міліметрів, він використовується на незначних, тонких виробах, на які не буде багато зусиль. Хороший варіант для майстра-початківця, щоб навчитися самому процесу варіння металу.
- Більш складний вид шва, поздовжньо – поперечний, куди міцніший і довговічніший. Шириною всього один або півтора сантиметри, він надійно скріплює деталі різного призначення. Найчастіше такі шви роблять зигзагом по десять чи п’ятнадцять міліметрів у кожну сторону.
- Найскладніший шов. Він виходить при варінні у трьох напрямках, найміцніше та надійне зварне кріплення. Інструмент необхідно тримати рівно, так як при русі під занадто сильним нахилом з’єднання вийде недостатньо рівномірним і надмірно широким, такий варіант може позначитися на якості кріплення.
РОЗБІР ПОМИЛОК
Тепер розберемо основні помилки новачків, які можна допустити практично. Є такі види шлюбу зварних швів, що виникають при дуговому зварюванні електродами:
- З’єднання покрите тріщинами;
- Ділянки деталей не проварені;
- Розмір та форма не відповідають критеріям;
- Порожнечі та порожнини в швах;
- Тверді включення;
- Інші недоліки та дефекти сполук.
Щоб уникнути цих проблем, буде правильним рішенням ознайомитися з найчастішими помилками, що часто допускають майстри-початківці:
- Неправильна довжина дуги. Найчастіше саме цієї помилки припускаються недосвідчені зварювальники при роботі. Занадто коротка дуга не дозволяє зварити плавно та рівномірно, а з’єднання виходить недостатньо якісним через надлишок шлаків у зварному шві. Занадто довга дуга також призводить до нерівномірного зварювання, але ще й з великою кількістю бризок рідкого металу, а сама дуга в такому випадку нестабільна, приводячи до пропусків ділянок на місці зварювання.
- Вибір швидкості зварювання також важливий. Повільний рух електродом залишає громіздкий, товстий шов. Швидке утворює нерівномірний і тонкий шов з надлишком шлаків, які серйозно знизять якість з’єднання. А тонке з’єднання не буде довговічним та міцним.
- Неправильна напруга у провіднику. Залежно від типу деталі, її матеріалу та розміру електрода потрібно вибирати правильну силу струму. Висока напруга залишить плоский та щільний зварний шов, у якому багато шлаку. Низьке навпаки, залишить тонкий і нерівномірний шар, нездатний повністю сплавити вироби.
- Брудна поверхня місця зварювання. Олія, жир, пил, а також інші частинки можуть перешкодити зварюванню, призводячи до нерівностей та пробілів у зварюванні. Таке з’єднання не буде надійним і, найімовірніше, буде деформуватися в майбутньому.
- Кут нахилу електрода. Неправильний нахил може серйозно погіршити якість зварювання матеріалу, тому потрібно попрактикуватися в установці правильного кута. Занадто прямий або перпендикулярний нахил провідника може залишити багато шлаку та надмірно щільні лусочки шва, які утворюють надто високий валик. Надмірний нахил теж небажаний, так у цьому випадку лусочки навпаки виявляться надто гострими, а з’єднання нерівномірним.
Буває також таке, що зварювання не вдалося з інших причин, таких як: несправності обладнання, неправильно підібраний струм до матеріалу, недостатньо оброблені поверхні, а також інші параметри технології зварювання, які були втрачені.

Для створення рівного, якісного та довговічного шва при дуговому зварюванні електродами важливо враховувати ряд факторів, які необхідно поєднувати в роботі, не допускаючи помилок. Вміння використовувати обладнання для електродугового зварювання та розуміння критеріїв процесу:
- Властивості провідника;
- Сила струму;
- інструмент для нахилу;
- Довжина дуги;
- Швидкість роботи;
- Тип зварювального шва.
Тільки виконавши всі вимоги технології, ви отримаєте дійсно довговічне, міцне, а головне високоякісне нероз’ємне з’єднання виробів, яке не зазнає деформацій у майбутньому.
Тільки повністю, поглиблено вивчивши технологію зварювання металу, можна розпочинати роботу практично. Зварювальника-початківця від досвідченого майстра відрізняють лише навички, відточені з часом на практиці.