



Зварювання-це найнадійніший і популярніший метод скріплення двох металевих деталей в одне ціле. Він може робитися декількома видами, одним з яких є газове зварювання. Розглянемо детальніше за перевагу і недоліки такого методу, сфера застосування цього виду з’єднання і матеріали, які потрібні для пайки газовим зварюванням.
Визначення газового зварювання
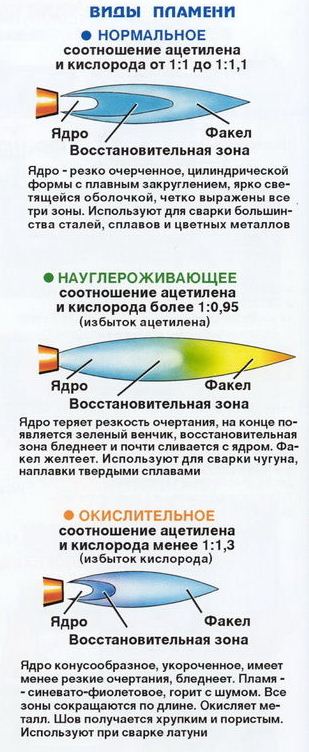
Газове зварювання металів-це такий спосіб з’єднання їх, при якому використовуються гази для створення високої температури. Найчастіше використовується кисень і ацетилен, хоча можливі і інші варіанти. Провідна роль тут відводиться полум’ю, адже саме від нього і залежить висота температури і можливість розплавлення різних типів металів. Полум’я складається з трьох зон: ядра (де розпадається ацетилен), відновної зони (у якій окислюється вуглець і водень) і факела (область повного згорання газів). Їх буває три види (залежно від співвідношення газів-ацетилену і кисню) :
- нормальне полум’я, при якому здійснюється подання газів в рівних пропорціях. Воно характеризується синім кольором усіх трьох зон, при чому відновна має яскравий синій колір;
- науглероживающее полум’я свідчить про брак кисню і характеризується яскраво-жовтим факелом;
- окислювальне-це те, яке виникає при недоліку ацетилену, при якому полум’я бліде і коротке.
Для роботи газовим зварюванням майстер регулює подання робочих газів залежно від полум’я, показником якого є їх колір. Від типу полум’я залежить температура, яка впливає на метал. Звичайно це понад3000 градусів, що дозволяє плавити і різати різні види виробів.
Газове зварювання і різання металів робиться зазвичай на нормальному полум’ї, при якому ацетилен і кисень подаються в рівних кількостях. Якщо ж колір вогню міняється, необхідно підкоригувати налаштування.
Сфера застосування газосварки
Газове зварювання металів може реалізовуватися декількома способами :
- газополум’яне зварювання відбувається за допомогою присадного дроту, який плавиться разом з основними деталями і заповнює проміжок між ними;
- газопресове зварювання відрізняється відсутністю присадного дроту, а скріплення відбувається за допомогою щільного з’єднання розплавлених кромок.
Газополум’яне зварювання використовується не для усіх типів металу. Переважне застосування вона знайшла на наступних:
- жерсть і тонколистова сталь, завтовшки не більше5 мм;
- кольорові метали;
- чавун;
- інструментальна сталь.
Усі ці метали мають одну загальну рису-вони вимагають м’якого і плавного нагріву, який і забезпечується газовим зварюванням.
Газове зварювання і різання металів знайшло широке застосування у багатьох галузях промислового і побутового використання. Завдяки поступовому нагріву деталі, вона не деформується і такий спосіб вважається одним з кращих для тонких металів. Головне-правильно відрегулювати подання газу і налагодити полум’я. Це робиться таким чином: відкриваються повністю вентилі кисню і ацетилену і підпалюється пальник (сірником/запальничкою). Регулювання відбувається вентилем ацетилену на кисні, що повністю відкрутив.
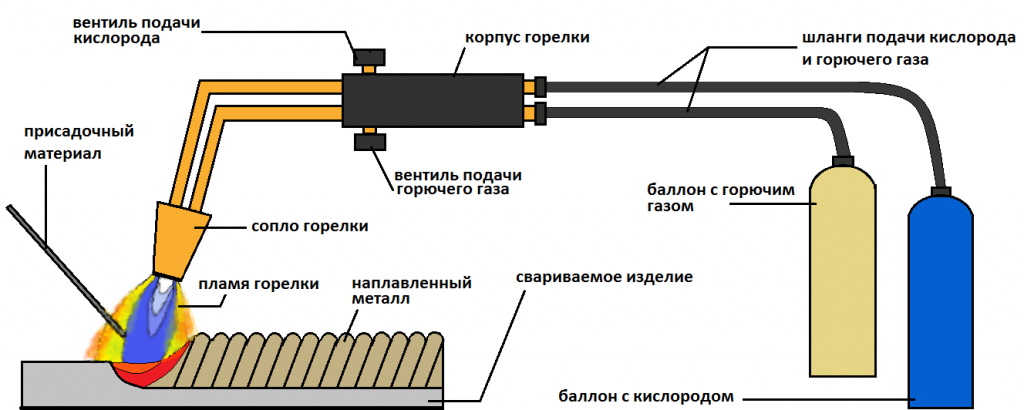
Суть газового зварювання можна розглянути на малюнку нижче:
Вживані гази і їх особливості
Найчастіше для газополум’яного зварювання застосовується специфічний газ ацетилен (C2H2). Він характеризується різким запахом і добувається при реакції карбіду кальцію з водою (у промислових умовах). При температурі вище335 градусів він спалахує. У поєднанні з киснем, температура займання нижча-297 градусів мінімум.
Основним газом для газопресового зварювання є кисень, який змішують з C2H2 в рівних пропорціях. Він завжди реалізується у балонах синього кольору. За допомогою шланга до пальника підключається кисень і подається на маленькому тиску, не більше4 атм. У отвір поруч підключається C2H2. у пальнику спеціальний механізм для змішування газів і через наконечник вже виходить концентрат для процесу зварювання.
Газове зварювання і різання металів може здійснюватися не лише за допомогою ацетилену. Замість нього допустиме застосування інших газів в рідкому і паровому вигляді. Найпопулярніші замінники ацетилену :
- Пари гасу (коефіцієнт заміни ацетилену-1:1)
- Пропан (коефіцієнт заміни ацетилену-1:0,6)
- Метан (к
оефіцієнт заміни ацетилену-1:1,6) - Водень (коефіцієнт заміни ацетилену-1:5,2)
Важливо: при газополум’яному зварюванні сталевих виробів метаном або пропаном треба використати дріт з підвищеним концентратом марганцю і кременя.
Для якісного розплавлення металу рекомендується, щоб температура дії була в два рази вище за температуру плавлення цього металу.
Переваги і недоліки
Варити газовою методикою не складно, але вона, як і, напівавтоматичної або аргонової зварювання електродуги має свої переваги і недоліки.
Переваги газового з’єднання :
- це ідеальний спосіб зварювання міді, латуні і чавуну;
- обробці піддаються матеріали з різним рівнем плавлення, за рахунок високої температури, що утворюється в результаті горіння;
- варити можна у будь-якому місці, оскільки не потрібно спеціальне устаткування або електричну розетку;
- при використанні якісного додаткового дроту і правильно підібраному полум’ю, виходять якісні і красиві шви (широко використовуються для з’єднання комплектуючих в трубопроводах);
- робочий виріб гріється повільно, що дозволяє уникнути деформації або пропала, як у випадку з напівавтоматичним зварюванням або при використанні електроду ).
Окрім позитивних моментів, суть газового зварювання має і декілька недоліків:
- зона прогрівання досить широка, тобто нагрівається не лише зона шва, але і велика площа навколо неї. Це може завдати шкоди виробу;
- неможливість роботи з деталями, товщина яких перевищує5 мм;
- украй не рекомендується робити газополум’яне зварювання “внахлест”, це приведе до деформації місця сплаву;
- висока небезпека роботи, оскільки гази утворюють хімічну суміш, яка має властивість запалюватися.
Техніка і технологія газового зварювання
Щоб газополум’яне зварювання порадувало в результаті якісним швом, необхідно дотримуватися усіх рекомендацій і чітко дотримувати технологію роботи. Спершу необхідно підготувати кромки виробів в районі майбутнього шва, тобто очистити від різних домішок і забруднень. Це можна зробити за допомогою наждачного паперу або механічною залізною щіткою. Технологія газового зварювання і різання металу вибирається заздалегідь, перед початком процесу.
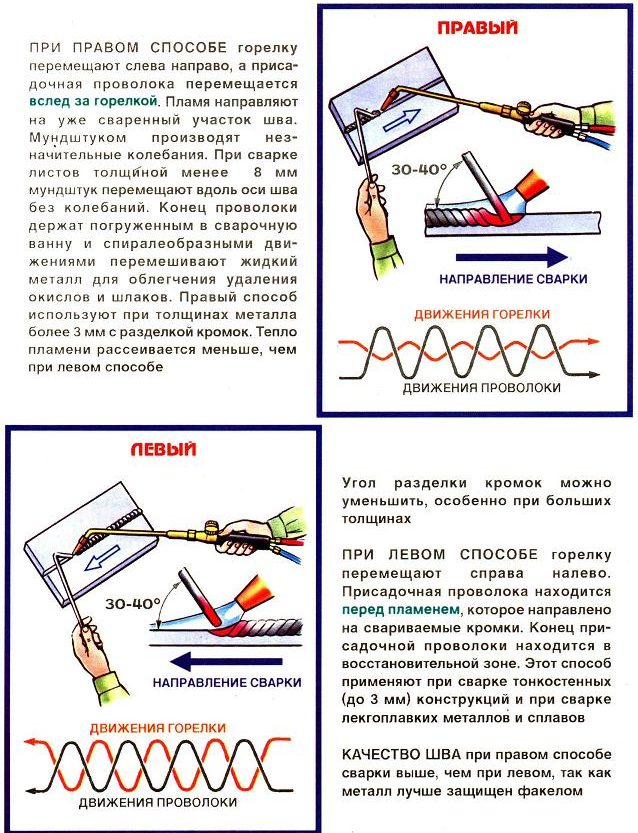
Техніка газового зварювання ділиться на два методи:
- правий спосіб зварювання характеризується рухом пальника зліва направо. При цьому вогняне полум’я спрямовується на зварену ділянку, а додатковий матеріал ведеться слідом за ним.
- лівий спосіб зварювання, відповідно, виконується навпаки-справа наліво. Дріт просувається попереду полум’я, яке спрямоване на ще не сполучені кромки деталей.
Правий спосіб зварювання менш популярний, оскільки лівий і видно краще майстрові, і забезпечує якісне прогрівання. Хоча при правому, коефіцієнт корисної дії на20% вищий, а витрата газу менша.
Способи газового зварювання
Особливу увагу вимагається приділити вибору присадного дроту. Вона залежить від товщини металу, який треба зварити. При лівому способі, діаметр присадного дроту d=S/2+1 мм, а при правому d-S/2 мм, де S-товщина зварюваного виробу (у міліметрах).
Техніка і технологія газового зварювання вибирається, відштовхуючись від декількох чинників:
- товщина виробу;
- положення деталі і ширина шва;
- переваги майстра;
- використовувані гази.
Рекомендації
Вивчаючи суть процесу газового зварювання, необхідно розуміти, що робота з горючими газами вимагає підвищеної обережності і уважності. Новачкові рекомендується врахувати ради досвідчених зварювальників і застосовувати їх на ділі:
- для навчання і тренування краще використати кисень і ацетилен;
- для зварювання пропаном краще застосовувати пальник ГЗУ3-02 і проволікатиму Св08г2с;
- перед тим, як варити виріб, його необхідно якісно очистити;
- для газопресового зварювання краще застосовувати гідравлічне устаткування (прес), для надійного скріплення;
- лівий і правий способи мають свої переваги і недоліки, тому вибір робить майстер, дивлячись по ситуації.
Ми розглянули основні поняття і матеріали для полум’яного і газопресового зварювання. Для них переважно використовується стандартна суміш кисню і ацетилену. В деяких випадках, для заміни застосовується зварювання пропаном. Цей процес не легкий і має безліч нюансів, які новачкові буде складно врахувати. У зв’язку з цим, початку
ючим зварювальникам не рекомендується виконувати зварювання пропаном. На якість шва і легкість роботи впливає попередня підготовка.