


Існує безліч невеликих виробництв, де зварювальників трохи, але при цьому підприємство випускає цілком якісну продукцію, та ще і великими партіями. Як їм вдається досягти цього? Усе просто: існують технології зварювання, що відрізняються підвищеною продуктивністю і економічністю, що дозволяє застосовувати їх на виробництвах будь-якого масштабу.

Одна з таких технологій-електрошлакове зварювання, вона ж ЭШС. З цієї статті ви дізнаєтеся суть електрошлаковою зварювання, її плюси і мінуси. Ми також розповімо, яке устаткування і витратні матеріали застосовуються для ЭШС зварювання.
Загальна інформація
ЭШС або електрошлакова зварювання — це метод з’єднання металів, при якому тепло, що плавить метал, утворюється в середовищі розплавленого шлаку. Електрод занурюється в шлак, пропускаючи електричний струм, який тим самим генерує тепло в шлаку. Такий процес не вимагає використання дуги. Частенько ЭШС застосовують при зварюванні вертикально розташованих деталей, шов ведуть від низу до верху.
Різновиди
Існує декілька методів електрошлакового зварювання, їх усі ви можете бачити на картинці нижче. Метод “а”-ЭШС-сварка із застосуванням одного нерухомого електроду або з невеликими коливаннями. Метод “б”-зварювання із застосуванням двох електродів, що здійснюють коливальні рухи. Метод “в”-зварювання із застосуванням пластинчатих електродів. Метод “г”-зварювання із застосуванням плавкого мундштука.
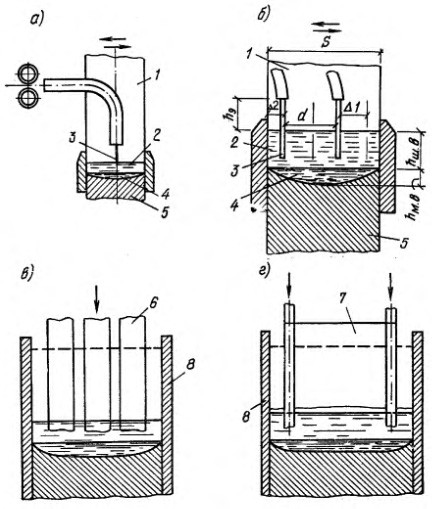
Усі ці методи має свої особливості, достоїнства і недоліки, тому у рамках цієї невеликої статті ми не розповідатиме про усі види ЭШС зварювання. Скажемо тільки, що найпопулярніший метод-із застосуванням одного, рідше за два електроди, які можуть бути нерухомі або здійснювати коливальні рухи.
Технологія
Струм проходить через електрод прямо у флюс, і той починає плавитися. Надалі утворюється шлак, який за рахунок своєї високої теплопровідності якраз і є тим самим джерелом тепла, що нагріває метал. Шлак плавить електрод, кромки і сприяє утворенню зварювальної ванни. Дуги в цьому процесі немає, як такий. Флюс захищає зварне з’єднання від негативного впливу кисню і покращує його якісні характеристики. При цьому він використовується цілком економічно і його витрата невелика. Можна використати звичайний флюс для дугового зварювання або флюс особливий. Але про це ми поговоримо далі.
Вживане устаткування і матеріали
Устаткування для електрошлаковою зварювання коштує недорого і складається із зварювального апарату і приладів, що виконують допоміжні функції. Звичайне устаткування для ЭШС продається в комплекті, що дуже зручно. Такий комплект називається зварювальною установкою для електрошлакового зварювання. Це, мабуть, усе, що можна сказати про вживане устаткування.
А ось з флюсами усе набагато цікавіше. Для ЭШС треба застосовувати плавлені флюси. Якщо ви збираєтеся варити вуглецеву або низьколеговану сталь, то ми рекомендуємо використати флюси АН—8, АН-8М, АН—22. Також окремо відмітимо флюс АН—47, при його застосуванні шви виходять якісними, а процес зварювання завжди стійкий.

Якщо вас чекає зварювання легованої сталі з підвищеною міцністю, то краще застосовувати флюс АН—9. Для зварювання високолегованої сталі чудово підходять флюси АНФ—1, АНФ—7,48-ОФ—6. Не забувайте і про флюс АН—45, з його допомогою можна дуже якісно зварити сталі з антикорозійними властивостями. Якщо треба зварити чавун, то ми рекомендуємо флюси АНФ—14 і АН—75.
Ви можете застосовувати і інші флюси, якщо визнаєте потрібним, але враховуйте що вони повинні відповідати наступним вимогам:
- Виконувати свої функції при будь-якому значенні зварювального струму або напруги, а також безпроблемно встановлювати ЭШС процес.
- Достатньою мірою плавити кромки деталей і сприяти поліпшенню якості шва, не утворюючи підрізи або напливи, тріщини, включення і інші дефекти.
- Вибраний вами флюс не повинен стікати через проміжок між деталями.
- Флюс повинен утворювати шлак, який можна потім легко видалити з металу.
Перед зварюванням флюс треба обов’язково прожарити в печі. Температура прогрівання може варіюватися від300 до700 градусів за Цельсієм. Температура залежить від типу флюсу і підбирається індивідуально, але у будь-якому
випадку час прожарюючи не повинно перевищувати двох годин.
Достоїнства і недоліки
У електрошлакового зварювання багато достоїнств. По-перше, саме зварювання украй стійке при будь-якому роді струму. До того ж, вона мало чутлива до яких би то не було зміни струму або навіть його короткочасним перериванням. Вам навіть не треба мати високої кваліфікації, щоб виконати шов якісно.
По-друге, таке зварювання забезпечує дуже високу продуктивність праці. Цього вдається досягти за рахунок швидкого плавлення електроду. А якщо у зварювальника є досвід, то ЭШС-сварка і зовсім буде поза конкуренцією. Навіть невеликий завод зможе робити великі партії різноманітної продукції.
По-третє, електрошлакове зварювання украй економічне. Флюс витрачається мало (у15 разів менше, ніж при класичному дуговому зварюванні), електроенергія теж (на10-20% менше, ніж при дуговому зварюванні). До того ж, вживане устаткування і расходники коштують недорого. Для невеликих підприємств це дуже важливий плюс.
По-четверте, не треба особливим чином готувати кромки металу і якісно їх обробляти. Це основні плюси. Також відмітимо, що при ЭШС зварювальна ванна добре захищена від кисню.
Але не обходиться і без недоліків, хоч ми і не вважаємо їх такими вже істотними. Передусім, за допомогою ЭШС ви зможете варити тільки деталі, розташовані вертикально або під невеликим кутом (відхилення не більше30 градусів). Це істотно звужує можливості зварювальника і робить неможливим важкодоступне зварювання, наприклад.
Також немає можливості залишити зварювання, скажімо, в середині процесу, і продовжити її пізніше. Ви не зможете варити при мінусовій температурі повітрі, інакше шов буде дефектним. Не варто забувати, що хоч вам і не доведеться готувати кромки, ви все одно згаєте час на виготовлення “кишені”, планок і іншого.