


На великомасштабних підприємствах, де у великій кількості випускаються кораблі, літаки і сільськогосподарська техніка, застосовуються не зовсім класичні методи зварювання. Зрозуміло, чому. Яким би великим не був склад зварювальників в цеху вони у будь-якому випадку не зможуть забезпечити високу продуктивність праці, оскільки тут багато в чому грає людський чинник.

У таких випадках застосовуються альтернативні зварювальні технології. У цій статті ми розповімо про одну з таких технологий — зварюванню тертям.
Загальна інформація
Зварюванням тертям (чи фрикційне зварювання)-метод з’єднання однорідних і різнорідних металів, суть якого полягає в нагріві двох деталей шляхом їх тертя один об одного. Тепло, що утворюється в ході тертя, плавить метал, формуючи нероз’ємне з’єднання. Але тертя-не єдине, що використовується під час зварювання. Тут також велику роль грає проковування деталей після зварювання, а також тиск, що робиться на заготівлі.
Як бачите, суть зварювання тертям украй проста, тому таке зварювальне устаткування застосовується на багатьох сучасних виробництвах. Цей метод дозволяє поліпшити якість і продуктивність праці без найму додаткових співробітників високої кваліфікації. Досить навчити зварювальника, як правильно настроювати устаткування, інші процеси проходять в автоматичному режимі.
Плюси і мінуси
Серед переваг зварювання тертям можна відмітити відмінну якість зварних швів, високу продуктивність зварювання і можливості зварювання різнорідних металів. Недоліки є і іноді вони критичні. Так, наприклад, не можна варити деталі будь-якого розміру, оскільки верстати розраховані під роботу із заготівлями певних габаритів. До того ж ви не зможете зварити деталі, у яких площа поперечного перерізу більша, ніж150 мм2. У іншому ж зварювання тертям характеризується, як украй ефективна.
Сфера застосування
Як ми говорили вище, зварювання тертям широко використовується при виробництві судів, кораблів і сільськогосподарській техніці. Ви також виявите цей тип зварювання на підприємстві, де займаються ядерною енергетикою, електротехнікою і нафтовим машинобудуванням. Словом, сфера застосування немала, тому цей метод відмінно зарекомендував себе навіть при виконанні особливо відповідальних робіт, наприклад, при зварюванні космічних кораблів.
Види зварювання тертям
Існує декілька підтипів зварювання тертям. Це зварювання тертям з безперервним приводом, інерційне зварювання, коливальне, орбітальне і радіальне. Давайте розберемо кожен тип детальніше.
Зварювання тертям з безперервним приводом
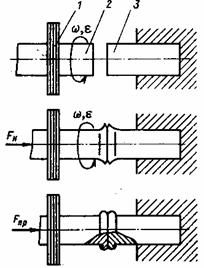
Цей тип з’єднання металів один із старих серед усіх підтипів зварювання тертям. Уперше він був розроблений в середині20-го століття. Одна із заготівель знаходиться в статичному положенні, а інша обертається. Під час зіткнення деталей утворюється осьове зусилля нагріву. Деталі нагріваються до потрібної температури і заготівля, що обертається, зупиняється. Далі слідує проковування. Нижче ви можете бачити схему цього типу зварювання, де під цифрою1 позначено гальмо, а під цифрою2 і3 позначені заготівлі.

Інерційне зварювання
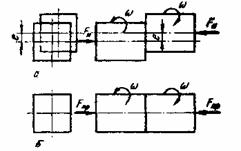
Цей тип зварювання полягає в тому, що енергія накопичується в крутні, що обертається, який насаджений на шпиндель. Після того, як крутень буде досить розкручений, дві деталі стискають під тиском. Процес зварювання зупиняється разом із зупинкою шпинделя. Нижче схема інерційного зварювання, де1-це крутень, а2 і3-це деталі.
Коливальне зварювання
Коливальне зварювання також називається зварюванням вібротертям. Суть цього типу зварювання полягає в тому, що одна або дві заготівлі коливаються під кутом. Коливальне зварювання застосовується дуже рідко, але вона добре показала себе при зварюванні термо — і реактопластов.
Орбітальне зварювання
Ми присвятили окрему статтю орбітальному зварюванню , обов’язково прочитайте її. У рамках цієї статті ми розповімо коротко. Орбітальне зварювання-це метод з’єднання металів, коли обидві заготівлі обертаються один навколо одного. Після зварювання треба поєднати осі деталей, тим самим зупинивши їх, а потім виконати проковування.
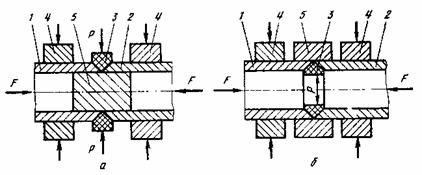
При орбітальному зварюванні тепло виділяється рівномірно, тому можна без проблем варити деталі з великою площею перерізу. Нижче ви можете бачити схему орбітального зварювання. Буквою а відмічена стадія нагріву, а буквою б відмічена стадія проковування деталей.
Радіальне зварювання
При радіальному зварюванні тертям використовується внутрішнє і зовнішнє кільце. Обидва кільця обертаються під певним кутом і виділяють теплову енергію, яка плавить кінці труб. Заздалегідь труби щільно стикують один з одним. Також на труби може виявлятися додатковий тиск. Нижче схема цього типу зварювання, де а-це зовнішнє кільце, би-це внутрішнє кільце,1 і2-це деталі,4-це затискні частини.
Технологія
Тепер перейдемо безпосередньо до технології зварювання. Перший етап-це підготовка металу . Вона обов’язкова і виконується незалежно від вибраної вами технології зварювання. Але при зварюванні тертям підготовка не особливо важлива, оскільки усі нерівності можна виправити. А якість підготовки деталей не впливає на якість готово шва.
Так що ви можете розрізати деталі за допомогою ножиць по металу або дискової пили. Якщо будуть какие-о нерівності, то їх можна затерти або просто нагрівати деталі подовше. Вам навіть не обов’язково видаляти забруднення, олію, ознаки корозії або сліди фарби, оскільки усі ці недоліки нівелюються при нагріві металу.
Куди важливіше правильно встановити режим зварювання, оскільки від цього вже безпосередньо залежить якість зварного з’єднання.
Читайте також: Усе про контроль якості зварних з’єднань
Щоб настроїти режим зварювання треба знати усі його параметри. Новачкам буде непросто сходу встановити кожне значення, так що дамо свої рекомендації з приводу оптимальних налаштувань. Ви можете застосовувати їх перший час, але прочитайте також нормативні документи, щоб розуміти суть.
Отже, перше, що треба настроїти, це частоту обертання. Оптимальне значення для зварювання чорного металу варіюється від2,6 до3, для зварювання алюмінію, міді і їх сплавів досить2, а для зварювання титанових виробів підійде значення4 або5.
Далі треба настроїти питомий тиск притирання, цей параметр дозволяє поліпшити, а значить прискорити роботу зварювальної машини. Тут складно давати якісь загальні рекомендації, оскільки для різних металів значення різні. Наприклад, ми для зварювання вуглецевої сталі виставляємо значення10 Мпа, а час притирання задаємо в районі одной-трех секунд. Прочитайте нормативні документи.
Наступний параметр-питомий тиск нагріву. Знову ж таки, для зварювання вуглецевої або низьколегованої сталі ми рекомендуємо значення від30 до60 Мпа. Якщо треба зварити жароміцну або інструментальну сталь, то встановите значення від60 до120 МПа, алюмінію буде досить від7 до20 Мпа.
Також треба настроїти питомий тиск проковування. Тут треба враховувати, які пластичні властивості має метал, який ви варите. Знову ж таки, спирайтеся більше на нормативні документи. Ми для зварювання алюмінію використали8 – 10 Рн (МПа). Також встановлювали час проковування не більше трьох секунд.
Не забудьте встановити час нагріву і час гальмування. Ось тут можете дати собі волю і поекспериментувати, оскільки не існує єдиних параметрів. Звичайно, є рекомендації, але від них можна відхилятися на власний розсуд. А час гальмування має бути коротким.
Устаткування
Склад устаткування може складатися з різних компонентів, залежно від вартості комплекту і сфери застосування. Стандартний набір складається із зварювальної машини, верстата, що знімає грат, а також маніпулятора (чи робота), за допомогою якого можна переміщати великогабаритні деталі.
Для налаштування устаткування треба встановити параметр зварювання, потужність приводу шпинделя, задати розмір заготівлі, яку треба зварити, а також встановити швидкість зварювання.
Більшість налаштувань досвідчений зварювальник встановить відразу, а ось з розрахунком потужності приводу можуть бути проблеми. Тому рекомендуємо використати наступну формулу:
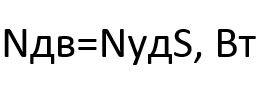
Де S — це площа зварюваного перерізу в мм2, а Nуд незмінно і складає 20 Вт/мм2.