


Для досвідчених зварювальників напівавтоматичне зварювання вертикальних, що горизонтальних швів не становить суттєвої проблеми. Проте новачки найчастіше стикаються з низкою труднощів.
Зокрема, заважає посилена гравітація, якої при вертикальному зварюванні практично не уникнути. Ще один нюанс – утворення напливів, які суттєво псують якість шва.
Щоб уникнути цих та інших проблем при напівавтоматичному вертикальному зварюванні, рекомендуємо ознайомитися з нашим коротким посібником.
Підготовчий етап

Перед початком зварювання необхідно провести низку технологічних процесів, які впливають на продуктивність та якість роботи. Насамперед необхідно перевірити зварювальний апарат.
Як відомо, він складається з 3 основних компонентів: інвертор, пальник, укомплектований напрямним каналом для прокладання дроту та газовим балоном.
Комплектація останнього передбачає наявність манометра та редуктора. Для безпечної та безперебійної роботи необхідно бути уважним до наступних нюансів:
- склад та кількість газу в балоні;
- діаметр присадного дроту (вибирається відповідно до товщини деталей, що зварюються);
- чи не перевищує довжина дроту, що виступає із сопла, 5 мм;
- заземлення зварювального автомата.
Коли переконалися, що всі інструменти готові до роботи, звернемо увагу на деталі, з якими потрібно працювати. Насамперед нас має зацікавити їхній хімічний склад.
Він потрібний для правильного підбору відповідних витратних матеріалів. Далі слід переконатися, що заготовки очищені від бруду, лаку, фарби. Їх наявність може значно погіршити якість зварного шва.
До того ж, при контакті зі зварюванням вони створюють токсичні випари. Слід пам’ятати, що очищення має бути якісним, але без фанатизму. Якщо прибрати дуже великий шар металу, товщина шва буде нерівномірною.
Перш ніж розпочати роботу, необхідно забезпечити себе достатньою кількістю дроту для напівавтомата та захисного газу. Перша залежить від витрати, друга – від швидкості подачі. Обидва параметри визначаються шляхом обчислень.
Насамкінець регулюємо силу струму. Найкраще провести попередні випробування на непотрібних обрізках. Навіть якщо сила струму виявиться завищеною (утворюються пропалювання) або заниженою (шов не провариться), це не принесе істотної шкоди.
Рекомендується дотримуватися наступного правила – сила струму при проварюванні вертикального шва напівавтоматом виставляється на 5А менше, ніж при аналогічному зварюванні в інших положеннях. І тут вдається забезпечити оптимальну цілісність.
Коли всі компоненти готові, рекомендується забезпечити нерухомість деталей. У разі розміщення листового прокату достатньо зафіксувати його за допомогою струбцину. За всіх інших варіантах краще скріпити заготівлі кількома точковими проварами.
Особливості вертикального зварювання напівавтоматом
Одна з основних проблем при вертикальному зварюванні напівавтоматом – утворення напливів. Вони виникають при стіканні вниз гарячих крапель зі шлаком, що негативно впливає на якість зварного шва.
Уникнути об’ємного напливу можна, якщо дати окремим краплям час на охолодження та затвердіння. Для цього досить ненадовго відвести електрод напівавтомата від поверхні, що зварюється.
Але тут існує нюанс – якщо швидко повернути стрижень на місце, краплі не встигнуть затвердіти, якщо повільно – утворюється непровар.
Вибір типу вертикального шва залежить від області використання деталей та майбутніх навантажень:
- точковий – найчастіше зустрічається при кузовному ремонті авто;
- суцільний – використовується при будівництві та у побуті для створення додаткової жорсткості;
- суцільний уривчастий – необхідний для зварювання металу великої товщини, переважно на СТО.
Не забувайте головний принцип роботи з напівавтоматом – працювати потрібно, здійснюючи коливальні рухи. Такий спосіб передбачає найкращий провар кореня шва.
Класичні способи створення вертикального шва
Напрямок зверху донизу. Такий спосіб зварювання напівавтомат має перевагу за рахунок використання більш тонкого дроту. Пов’язано це з тим, що при проходженні сполуки можливе утворення великої кількості шлаку з пористою структурою.
Якщо товщина електрода напівавтомата не перевищує товщини шва (в ідеалі вона повинна бути ще меншою), схоплювання звареної ванни відбувається істотно швидше, а кількість розплавленого металу, що стікає вниз, зменшується.
Ще один приємний бонус – збільшується швидкість провару та, відповідно, продуктивність роботи.
При виборі дроту для напівавтомата краще віддати перевагу моделям із пластмасовим або целюлозним покриттям. Перші вважаються найбільш ефективними, оскільки забезпечують міцне цілісне шов за рахунок безперервного горіння дуги.
“Целюлозні дроти вимагають більше попередньої підготовки. Зокрема, необхідно витримати їх за кімнатної температури для запобігання появі на шві ефекту «риб’ячих очей».”
В ідеалі потрібно додатково обробити деталі за високих температур (близько 250-300 градусів Цельсія). І тут вдасться зберегти кількість водню у металі оптимальному рівні.
Напрямок знизу нагору. Спосіб відрізняється складністю в роботі, але незамінний під час роботи з відповідальними конструкціями.
Для отримання якісного шва необхідно дотримуватись наступних правил при роботі зі звареною ванною:
- кут між електродом і створюваним швів повинен бути однаковим на всьому проміжку;
- електрод не повинен плавитися швидше, ніж створюється кристалізація зварювальної ванни;
- кінець, зафіксований у тримачі, потрібно утримувати нижче плавиться.
Додаткові варіанти вертикального зварювання
У деяких випадках використання класичних методів з’єднання напівавтоматів деталей недостатньо або вони не надто зручні. Тоді досвідчені зварювальники додають кілька ефективних прийомів для покращення якості роботи.
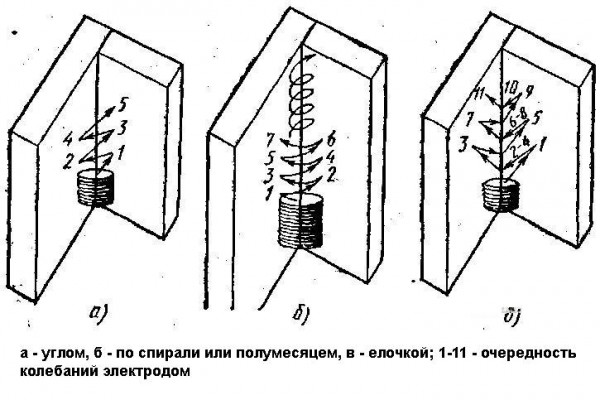
Лісенка. Спосіб застосовується для зварювання деталей з мінімально притупленими кромками та зазором понад 4 мм. Електрод рухається по вертикалі не прямо, а зигзагоподібно з короткочасними паузами по краях. Останні забезпечують достатню проплавку металу. Трикутник. Використовується у випадках, коли зазор не перевищує 2 мм. Притуплення кромок деталей обов’язково. Шов ведеться знизу нагору з використанням 3-х міліметрового електрода.
Сила струму виставляється не більше 80-100А. Насамперед створюється поличка в нижній частині з’єднання. Потім електрод поступово пересувають до однієї з кромок та плавлять її. Після заповнення ванни переходять до іншого краю, утворюючи тим самим трикутник.
Ялинка. Відповідний спосіб для проміжних товщин (2-3 міліметри). При формуванні нагадує ялинку чи петлю. Як і попередньому випадку, шов тягне знизу верх. За допомогою електрода метал спочатку витягають із зазору між деталями, а потім затягують назад.
При цьому його частина залишається на площині кромки. Важливо стежити за відсутністю порізів та ретельно вивіряти всі рухи. В цьому випадку проміжок заповниться металом рівномірно, і шов вийде міцним.
Деякі поради професіоналів
Зварювання вертикальних швів напівавтоматом не відноситься до розряду нездійсненних навіть за повної відсутності досвіду.
Однак відсутність досвіду може негативно вплинути на якість роботи. І тут не обійтися без порад досвідчених зварювальників, які вже знають найпоширеніші помилки та способи їх уникнути.
- Під час формування зварювального шва електрод необхідно утримувати під нахилом. Це знизить кількість потік.
- Перпендикулярне становище стрижня під час підпалу забезпечує стабільне горіння дуги.
- Для високоточної роботи із формуванням акуратного шва краще підходить невелика довжина дуги. Вона знижується кількість патьоків завдяки прискоренню кристалізації. Єдиний мінус – суттєво падає продуктивність.
- Збільшення ширини шва та сили струму також призводить до прискорення кристалізації. Однак при цьому значно знижується якість провару. Отже використовувати цей метод на відповідальних конструкціях вкрай небажано.