


Вам напевно знайома проблема якісного зварювання особливих типів металу, наприклад, алюмінію, міді або кольорових металів. При стандартному електрозварюванні за допомогою електродів у вас не вийде зварити надійний шов, це пов’язано з особливостями металу і його властивостями. У таких випадках досвідчені майстри шукають інший спосіб зварювання, і їх виручає зварювання в середовищі аргону.

Що таке аргонове зварювання і який принцип роботи? Які плюси або мінуси є у такого методу зварювання і як правильно зварити метал аргоном? У цій статті ми дамо відповідь на усі питання, що цікавлять вас.
Загальна інформація
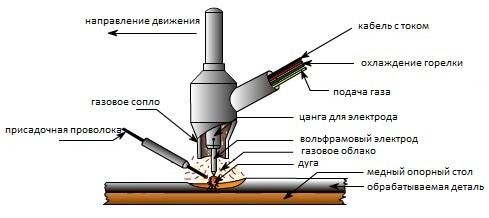
Аргоново-дугове зварювання-що це таке? Як працює аргонова зварювання ? Це, по суті, таке ж зварювання, як і усі інші, відмінність полягає лише в тому, що процес робить в аргоновому середовищі. Аргонове середовище-це газовий потік, який спрямовується в зварювальну зону під час зварювання. Нижче ви можете бачити схему зварювання із застосуванням аргону. Аргон, як і будь-який інший газ, виконує при зварюванні захисну функцію: перешкоджає окисленню металу, покращує якість шва і прискорює роботу. Аргон для зварювання, що направляється в зварювальну зону, утворює своеобразные “Купол”, не дозволяючи кисню негативно впливати на якість шва.
Можна варити аргоновою зварюванням різні особливі метали, наприклад, титан. У роботі можна використати плавкі і неплавкі електроди, проволікатиму з вольфраму. Вольфрамовий дріт частенько використовується при зварюванні різнорідних металів. Зварювання здійснюється як в ручному, так і в автоматичному режимі.
Ручне зварювання в аргоні (РАД зварювання)-це найпоширеніший і недорожчий вид аргонового зварювання. Якщо вибрана РАД зварювання, то бажано використати неплавкий електрод. Є автоматичне зварювання аргоном із застосуванням плавлячого і неплавкого електроду (маркіровка ААДП і ААД, відповідно). Ми не стверджуватимемо, що ручне зварювання краще автоматичною або навпаки. Зрештою, кожен зварювальник сам для себе вирішує, який метод для нього прийнятніше при виконанні тих або інших робіт.
Устаткування
Для аргонового зварювання використовується декілька типів зварювального устаткування. Це може бути ручний спосіб, коли майстер своїми руками тримає пальник і подає дріт в зварювальну зону або вдосконалений ручний спосіб, коли дріт подається за допомогою спеціального приладу.
Також є устаткування, за допомогою якого здійснюється автоматичне зварювання аргонодуговая. Пальник і дріт подаються в зварювальну зону в автоматичному режимі, іноді зварювальникові навіть не треба стежити за цим процесом, його може замінити спеціальний оператор. На дорогих виробництвах може використовуватися роботизоване устаткування, що не вимагає присутності людини. У апарат заздалегідь завантажують програму, по якій робот виконує зварювання.
Тепер перейдемо до справи. Ми розповімо вам, як варити аргоновим зварюванням, щоб робота вийшла якісною і довговічною.
Як варити в аргоні
Що потрібне для правильного зварювання? Звичайно, трохи теорії і багато практики. Теорію ми вам розповімо, а ось практику доведеться виконувати самостійно. Чим більше ви практикуватиметеся, тим швидше зможете приступити до виконання серйозної роботи. А доки давайте дізнаємося, яка технологія аргонодуговой зварювання і що треба врахувати, щоб не наробити помилок.

Передусім, треба ретельно очистити і знежирити стики зварюваних деталей. Навіть якщо візуально немає ніяких забруднень або корозії, треба все одно очистити поверхню металу. Під час роботи намагайтеся скорочувати довжину зварювальної дуги. Річ у тому, що довга дуга формує широкий неглибокий шов. Якість такого з’єднання залишає бажати кращого.
Тому при роботі з неплавким електродом постарайтеся зробити дугу як можна коротше, наближаючи стержень до поверхні металу. Але цього може бути недостатньо для того, щоб шов вийшов вузьким і глибоким. Рухайте електрод подовжньо, не відхиляючись убік і не виконуючи поперечні рухи. Саме з цієї причини у зварювальника має бути “тверда рука” при зварюванні аргоном, інакше щонайменше відхилення може привести до погіршення якості зварного з’єднання .
Присадний дріт і електрод слід розташовувати тільки в зварювальній зо
ні. Якщо ви постійно відводитимете стержень або дріт убік, то порушите захисні властивості аргону і в зварювальну ванну проникне кисень. Дріт варто подавати плавно і рівномірно, уникаючи різкого подання. Інакше метал сильно розбризкуватиметься і погіршить якість зварювання.
Багатьом майстрам (особливо початкуючим) по початку важко зрозуміти, з якою швидкістю подавати дріт. На жаль, не існує якоїсь єдиної норми, яка розв’яже цю проблему. Усе пізнається з досвідом, так що експериментуйте. Дріт для присадки повинен подаватися під кутом і перед стержнем. Ці вимоги обов’язкові. Їх недотримання призводить до формування нерівного шва і ускладнює зварювальний процес.

Також не рекомендується різко починати або закінчувати процес зварювання, оскільки в зварювальну зону гарантовано потрапить непотрібний кисень. Ми рекомендуємо упродовж20 секунд подавати в зварювальну зону газ для аргонового зварювання і тільки тоді приступати до роботи. Якщо ви плануєте закінчити зварювання, то спочатку приберіть дріт, потім вимкнете пальник. Цей процес повинен займати близько10 секунд. Також при закінченні зварювання понизьте силу струму. Якщо ви цього не зробите, а просто приберете дріт і пальник, то кисень потрапить в зварювальну зону.
Як бачите, зварювання аргоном вимагає великого терпіння і хоч би мінімального досвіду. Ви можете оцінити свою роботу, користуючись показником проплавленности. Огляньте шов, який ви зробили : він не повинен мати округлої опуклої форми. Якщо шов виглядає так, то це означає, що він не проплавлений. Таким нехитрим способом можна перевірити якість шва і оцінити його прочностные характеристики. Звичайно, такий метод не замінити повноцінний контроль якості за допомогою приладів, але ви вже на початковому етапі зможете побачити недоліки своєї роботи.
Налаштування режиму зварювання
Тепер, коли ми розібралися, як працює аргонова зварювання, детальніше зупинимося на виборі режиму. Від цього також сильно залежить якість зварного з’єднання. Щоб правильно підібрати режим, треба багато практикуватися і уважно вивчати теорію. Ми зібрали декілька порад по правильному вибору режиму зварювання і сподіваємося, що вони допоможуть прискорити ваше навчання.
Отже, режим зварювання-це, по суті, вибір полярності і напряму струму. Вибір режиму зварювання залежить від індивідуальних характеристик металу (чи металів), який треба зварити. Якщо треба зварити сталеві металоконструкції, то встановите пряму полярність і постійний струм. Якщо треба зварити алюміній і його сплави-постійний струм і зворотну полярність.
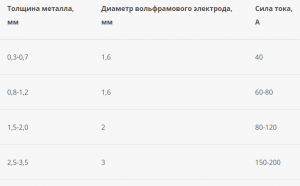
Також важливо правильно настроїти силу струму. Цей параметр настроюється виходячи з товщини металу, діаметру електроду і встановленої вами полярності. Усі ці параметри взаємозв’язані. Багато майстрів дізнаються практичним шляхом, яке значення сили струму треба встановити для виконання конкретних завдань. Але ми рекомендуємо спершу скористатися спеціальними таблицями, одну з яких ви можете бачити нижче.
Раніше ми говорили, що якісний шов виходить у разі, якщо дуга коротка. Те ж саме торкається і напруги дуги. До речі, не забувайте про витрату газу в аргоновому середовищі. Якщо ви працюєте на виробництві, то вам треба буде стежити за цим показником. Щоб скоротити витрату краще створювати ламинарное течію газу. Ламинарное течія-це коли газ рухається рівномірно, не перемішується і не пульсує.
Плюси і мінуси
Плюси:
- Немає необхідності сильно нагрівати стики, тому деталі не деформуються під дією високої температури.
- Газ аргон для зварювання називають інертним, а це означає, що важче за повітря, так що при дотриманні технології кисень не проникне в зварювальну зону.
- Дуги висока теплова потужність, тому при належному досвіді робота проводиться швидко і якісно.
- Незважаючи на безліч нюансів, процес зварювання не такий складний, як здається, і йому можна швидко навчитися.
- Можна зварити метали, які при інших типах зварювання не з’єднуються.
Мінуси:
- Не рекомендується проводити зварювання на відкритому повітрі, якщо на вулиці сильний вітер. Частина газу випаровується, через що зварювальний шов стає менш якісним. Проводьте зварювання в закритому цеху або гаражі і з примусовою вентиляцією.
- Новачкам перший час важко правильно настроїти устаткування і вести дугу.
- Якщо планується використання високоамперної зварю
вальної дуги, то треба заздалегідь продумати, як ви охолоджуватимете шов.
Висновок
Тепер ви знаєте, що таке аргонове зварювання і як впровадити її у свою робочу практику. Аргонодуговая зварювання має дуже важливу перевагу-вона дозволяє сполучати деталі, які в інших умовах з’єднати просто неможливо. А така необхідність може виникнути не лише на великому виробництві, але і удома або на дачі (наприклад, при зварюванні труб). Але пам’ятаєте: теорія без практики не працює. Постарайтеся якомога більше відпрацювати навички на тестових зразках до того, як приступите до серйозніших завдань. Розкажіть про свій досвід зварювання аргоном в коментарях і ділитеся цим матеріалом в соціальних мережах. Бажаємо удачі!