


Вид зварювальних робіт, заснований на тому, що в контактних ділянках обох деталей, що піддаються зварюванню здійснюється стискування, за рахунок якого створюється необхідне зварювальне з’єднання, дістав назву-зварювання тиском. Трубопроводи, по яких функціонують газ або вода, знаходяться під постійним тиском, у зв’язку з цим, до зварювання цих виробів потрібно підходити з усією відповідальністю. Процес-досить складний, тому зварювальник, що виконує роботу, повинен мати чималий досвід. Зварювання під тиском здійснюється в досить тяжких умовах, оскільки стінки труб мають велику товщину, а діаметри-не великі. Тому виконуючи зварювальні роботи, важливо створити максимально якісний і надійний шов, що відрізняється стійкістю до корозійних процесів.

Види зварювання тиском
Нині для створення міцного шва, прибігаючи до зварювання труб під тиском, використовуються різні види зварювання : зварювання вибухом, холодне зварювання, контактне зварювання, ультразвукове зварювання, зварювання тертям, дифузійне зварювання, термокомпресійне зварювання.
Розглянемо технологію зварювання тиском.
Сам процес зварювання тиском може здійснитися тільки у тому випадку, коли міжатомні зв’язки різних кристалічних решіток виникають між двома деталями, що піддаються зварюванню.

Щоб утворилося зварне з’єднання, необхідно звести поверхні обох зварюваних деталей максимально близько. Тільки у такому разі атоми металів почнуть взаємодіяти один з іншим.
В мить, коли атоми вступають у взаємозв’язок, електронні оболонки з’єднуються і у результаті утворюються металургійні зв’язки.
За своїми властивостями зварювання тиском нагадує контактне зварювання, оскільки є однією з її варіацій.
Зверніть увагу! Перш ніж утворюються металеві і міжатомні зв’язки, що зварюються поверхні з’єднуються один з одним тільки за рахунок пластичної деформації цих самих металів.
Оксидні плівки, розташовані на поверхні виробів вражаються і деформуються, після чого вони видавлюються з ділянки, де здійснюється контакт.
Термокомпресійне зварювання
В деяких випадках, деталі, які піддаються зварюванню тиском, безпосередньо перед самим процесом, треба нагрівати.
Зверніть увагу! Показники температури нагріву мають бути дещо нижчі, ніж температура, яка потрібна для утворення рідкої фази.
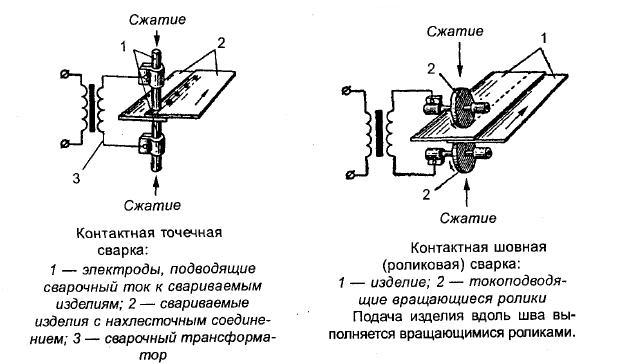
Контактне зварювання
Цей вид зварювання отримав найбільш широке поширення. Його популярність обумовлена тим, що пластична деформація здійснюється в максимально короткі терміни і, відповідно, бажане зварювальне з’єднання утворюється також швидко.
Якість зварювального процесу безпосередньо залежить від ряду чинників :
- підготовка поверхонь, що піддаються зварюванню,
- пластичність матеріалу,
- вірне розміщення зварюваних деталей,
- наявність речовини, яка запобіжить появі оксидів.
Як приклад розглянемо зварювання сталевих труб. Перше, що необхідно зробити-це підготувати закінчення виробу. Для цього їх треба добре зачистити і знежирити. Важливо, щоб поперечний зріз труб був перпендикулярний осьовій лінії. Потім труби вирушають в спеціальну машину, яка забезпечить їх подання по напряму один до одного. Одна з труб кріпиться в лещатах машини.
Важливо зафіксувати її так, щоб вона повністю знерухомлювала.
Інша труба поміщається в рухливий елемент. Далі, на дистанції в5 сантиметром від ділянки зварювання до обох труб потрібно під’єднати контакти від зварювального трансформатора. Коли зварювані деталі наближатимуться один до одного, в зоні контакту проходитиме струм, що спричинить збільшення температури в цьому місці і стискування труб.
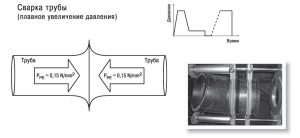
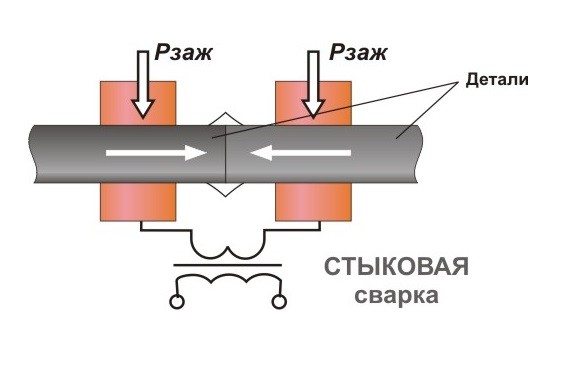
Стикове зварювання
Стикове зварювання труб під тиском також досить часто використовується. Такий вид створення зварювального шва має на увазі з’єднання деталей по усій соприкасаемой поверхні. Перш ніж приступити безпосередньо до процесу зварювання, вироби треба затиснути в спеціалізованих вузлах зварювального апарату.
У конструкції передбачений спеціальний механізм, який відповідає за процес стикового зварювання тиском.
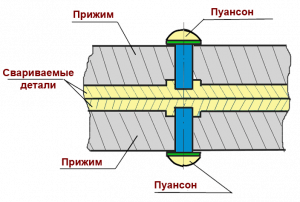
Точкове зварювання тиском
Заздалегідь підготовлені деталі при точковому зварюванні тиском поєднуються за допомогою окремо поставлених точок. Цей вид зварювання дуже зручний, оскільки є можливість одночасно ставити відразу декілька точок. Це сприяє прискоренню зварювальних робіт.
Перш ніж почати процес точкового зварювання, потрібно затиснути виріб, який піддається зварюванню між двома електродами з міді.
Суть самого процесу точкового зварювання труб під тиском полягає у виконанні чотирьох послідовних дій.
- На першому етапі металеві деталі затискаються між електродами.
- Після того, як зварювальний струм наводиться в дію, ту ділянку, яка піддаватиметься зварюванню, розігрівається до температури, яка ідентична температурі плавлення цих деталей.
- На наступному етапі зварювальний струм відключається і посилюється стискування. Ці дії необхідно виконати для того, щоб поліпшити якість зварної точки.
- І останнє, що необхідно виконати-це розслабити електроди і зняти зусилля.
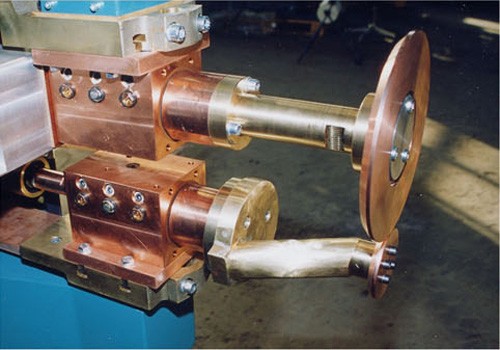
Шовне зварювання
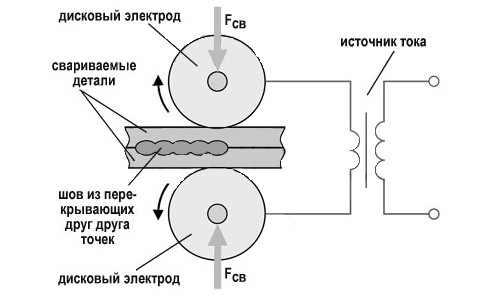
Товщина деталей, що піддаються шовному зварюванню тиском не повинна перевищувати показник в3 мм.
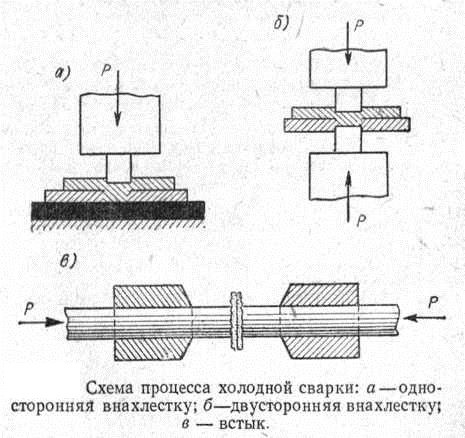
Холодне зварювання
Такий тип зварювання, як холодне зварювання труб під тиском, має ряд характерних рис.
Зазвичай вона використовується для зварювання сплавів і металів, що відрізняються високими показниками пластичності. До цього виду металів відносяться: сплави міді, срібла, алюмінію, цинку, свинцю та ін.
Таким чином, ми відмітили найбільш популярні види зварювання тиском.
Установка холодного зварювання
Далі будуть розглянуті особливості зварювання труб під тиском на конкретних прикладах.
Особливості зварювального процесу труб під тиском
Якщо ви удалися до використання ручного зварювання стали, на маркіровці якої вказана цифра20, то в даному випадку знадобляться електроди типу Э42А, діаметр яких не перевищує3 мм. Важливо, щоб використовувані електроди були покриті рутилом або фтористим кальцієм. Перш ніж приступити до процесу зварювання, місця стиків труб необхідно розігріти до300 С. Якщо ви зварюєте труби з тоншої сталі-до цілком досить буде нагрівати їх до200 С.
Щоб зварити водопровідні труби з оцинкованої сталі, слід застосовувати самозахисний дріт, діаметр якого варіюється в проміжку від0,8 до1,2 мм. Труби із звичайної сталі зварюються внахлест.
Від товщини стінок труби залежить кількість шарів зварювання, що накладаються. Мінімальна кількість пластів-4, максимальне-10.
Якщо ви застосовуєте зварювання напівавтоматом під флюсом, то тут слід використати подовжений мундштук і спеціальну воронку. Також враховується товщина труб, виходячи з якої визначається кількість шарів.
Зверніть увагу! Після завершення будь-якого виду зварювання, необхідно зняти внутрішню термічну напругу. Щоб здійснити ці маніпуляції, треба здійснити термічну обробку стиків з кожного боку шва на дистанції10 см
Процес роботи
Зварювальні роботи, пов’язані із з’єднанням труб, мають деякі складнощі. Перше, з чим доводиться зіткнутися людині, що виконує зварювання-це те, що трубу не можна розгорнути так, щоб працювати з нею було зручно. Особливо процес утруднюється у тому випадку, коли труба знаходиться дуже близько до стінки.
На замітку! Для полегшення роботи і створення максимально якісного з’єднання, багато досвідчених зварювальників користуються дзеркалом

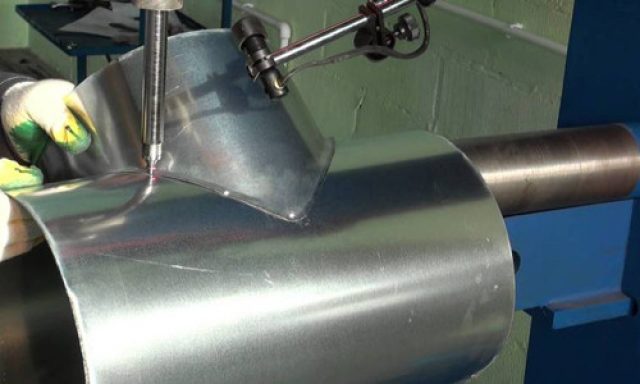
Найчастіше на трубі вирізують отвір і спочатку зварюють її внутрішню поверхню, а потім зовнішню сторону. Процес зварювання труб починається з середини. Найбільш популярним в цьому випадку став – стельовий шов. Електрод розміщується перпендикулярно до ділянки зварювання і впритул притискають його до металу. Далі використовують вертикальний шов. В цьому випадку, електрод встановлюється під кутом, щоб уникнути стікання розплавленого металу. На вертикальній ділянці зазвичай застосовують точкове зварювання, після чого настає черга горизонтальною. Тут важливо добре проварити місце з’єднання. Варто бути гранично уважним і акуратним, щоб виконуючи шов, випадково не пропалити метал.

шов в результаті зварювання труб під тиском
Після того, як шлак відбитий, труба проварюється з іншого боку. При цьому, важливо не потрапити на попередній шов. Увесь порядок дій аналогічний тому, що був на первинному етапі зварювання.
Виконуючи зварювання труб під тиском, слід строго дотримуватися правил техніки безпеки .
Підводячи підсумок, варто відмітити, що зварювання труб тиском-процес непростий. Проте, удавшись до одного з видів зварювання і виконавши процес зварювальних робіт, згідно інструкції, можна отримати міцне і надійне з’єднання.