



Точкова є різновидом контактного зварювання. Вона відрізняється від інших видів зварювання тим, що деталь з’єднується не тривалим зварювальним швом, а однією або декількома зварювальними точками. Це і є основною особливістю цього виду зварювального з’єднання. Точкове зварювання своїми руками робиться зовсім не складно. Промисловість, будівництво і побутове господарство користується точковим зварюванням з1877 року. Головне вивчити основні нюанси і аспекти цього типу.
Поняття точкового зварювання
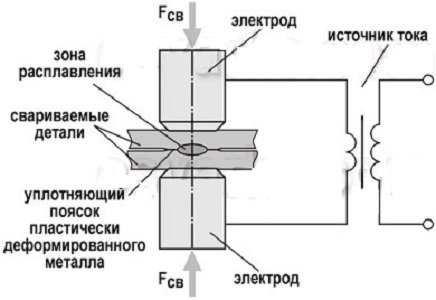
Контактне зварювання-процес утворення нероз’ємного зварного з’єднання шляхом нагріву металу електричним струмом, що проходить через нього, що поступає від електродів, і пластичної деформації зони з’єднання під дією стискаючого зусилля.
Цей вид з’єднання робиться за наступними параметрами:
- час дії-0,2-2,0 секунд;
- високий струм при роботі-більше тисячі ампер;
- маленька мережева напруга-2-5В;
- сила стискаючого місця з’єднання-до декількох сотень кілограм;
- мінімальна зона розплавлення, що забезпечує точкове зварювання.
Точкове зварювання в промисловості застосовується набагато частіше, ніж інші різновиди контактного способу (шовна, стикова). Така популярність пов’язана з широким спектром застосування і дуже вигідними параметрами самого процесу.
Міцність скріплення залежить від багатьох чинників. По-перше, площа точкової поверхні, тобто самої точки (ядра). По-друге, сила зварювального струму і час його дії на деталі. По-третє, зусилля стискування зварюваних деталей. Такий метод застосовується для виробів різної міцності і товщини, наприклад, від0,01 до20-30 міліметрів. Як правило, такий метод застосовують на стикуванні деталей “внахлест”.

Технологія точкового зварювання
Технологія цього виду контактного зварювання полягає в наступному: деталі, які необхідно з’єднати між собою, встановлюються в необхідне положення і закріплюються, щоб не з’їжджали при сваривании.& nbsp; Далі, з двох сторін, до цих деталей підводиться струм через електроди, тим самим, в місцях контакту матеріалу і електродів, створюється висока температура — метал починає плавитися. При цьому утворюється зварювальне ядро (схоже із зварювальною ванною при інших ). Його діаметр зазвичай коливається від декількох міліметрів до1,5-2 сантиметрів.
Заготівлі із сталі низької якості можуть піддаватися з’єднанню без розплавлення ядра, але при цьому з’єднання вважатиметься низької якості. Фахівці рекомендують новачкам вчитися і набивати руку саме на таких заготівлях.
Розглянемо покрокову інструкцію і усі етапи процесу з’єднання деталей :
- Підготовчий етап, який включає три основні аспекти :
- підготовка деталей до сплаву. При цьому кромки зачищаються для зчеплення з метою видалення залишків лакофарбних виробів або масляних плям. Після цього їх необхідно зафіксувати (для цього використовують ручні лещата або струбцини) для спаювання між електродами;
- підготовка робочого місця відповідно до усіх норм, правил і вимог безпеки;
- підготовка зварювальника. Перед початком роботи неодмінно нудно надіти спеціальний костюм і маску для захисту очей від іскр, які можуть заподіяти опіки.
- Безпосередній зварювальний процес, при якому під впливом високої температури, що створюється електродами, метал плавиться. Для цього майстер фіксує деталь між електродами і подає струм, за рахунок якого утворюється енергія, що плавить метал. Коли з’явилося ядро, струм знімають, і деталі міцно стискаються між собою, зварювальною ядро кристалізується (застигає) і утворює точкове зварювання.
Завдяки простоті процесу, для того, щоб здійснювати точене зварювання своїми руками, не треба бути висококваліфікованим зварювальником. Головне розуміти саму суть зварювання. Нагрів здійснюється за рахунок імпульсу, що утворюється зварювальним струмом. Він розплавляє метал (точково) і утворює так зване зварювальне ядро. Потім імпульс пропадає, а виріб ще декілька секунд знаходиться під тиском. За цей час воно устигає застигнути і скріпитися.
Важливо: стискання відбувається у момент подання імпульсу, для того, щоб уникнути розбризкування.
Можливі дефекти
Якщо ви вирішили в домашніх умовах займатися зварюванням, тоді слід ознайомитися з можливими дефектами і їх походженням, щоб уникнути подібних помилок. Розглянемо найпоширеніші дефекти, які можуть статися під час точкового зварювання :
- повне або часткове непроварення може виникнути із-за неякісних електродів, які варто замінити новими, малою силою струму, або надмірним стискуванням. Розглянути цю помилку можна двома способами: при зовнішньому огляді або при використанні спеціального приладу для контролю зварювання (радіаційного або ультразвукового;
- тріщини під час зварювання можуть виникати із-за сильного струму або неякісно зачищених виробів, що із-за виникаючого опору порушує температурний режим зварювання;
- розриви у кромок при зварюванні внахлест найчастіше відбуваються через те, що майстер занадто близько від краю деталі розташовує зварну точку. Тобто, необхідно розраховувати так, щоб нахльостування вистачило на якісне з’єднання;
- внутрішній виплеск-це такий дефект, при якому розплавлений метал “вылазит” за межі ядра і створює між заготівлями проміжок. Головною причиною такої помилки є тривалий імпульс або занадто великий струм, через що ядро надмірно розплавляється. Щоб цього уникнути, важливо рівно встановлювати електроди і контролювати силу струму. Щоб апарат настроїти, рекомендується декілька точок спробувати на чорновому матеріалі;
- зовнішній виплеск-це дефект, при якому розплавлена маса “вылазит” назовні. Він виникає в результаті недостатнього стискування деталей. Тобто, відсутній момент кування, що дозволяє з’єднати заготівлі.
- вм’ятини від електроду залишаються із-за малого діаметру електроду або надмірного стискування. Із-за неправильно встановлених провідників може збільшуватися зона розплавлення, через що виникають дефекти;
- пропалення-найчастіша помилка, що виникає у початкуючих майстрів при будь-якому виді зварювання. Вона трапляється з кількох причин: мале зусилля стискування електродів, забруднена поверхня заготівель або кінчика провідника;
- зміщення ядра відбувається із-за неправильно встановлених електродів по відношенню у заготівлям;
- тріщини зовнішні і внутрішні бувають від сильного струму і тривалого імпульсу або ж від несвоєчасного кувального зусилля.
Переваги і недоліки методу

Як робити точкове зварювання-розібралися. Зараз розглянемо основні достоїнства і недоліки, якими характеризується цей вид з’єднання. До переваг такого методу відносяться наступні чинники:
- порівняно з іншими типами і технологіями цей метод вважається “найкультурнішим” і гігієнічнішим способом;
- немає необхідності в процесі застосовувати додаткові матеріали-гази, флюси і так далі;
- немає відходів і шлаків;
- у зварюванні без газу не виділяються шкідливі речовини, які завдають шкоди здоров’ю майстра;
- високий рівень коефіцієнта корисної дії;
- можливість використання високопродуктивних багатоточкових машин, складально-зварювальних потокових машин, агрегатів і роботизованих комплексів контактного зварювання;
- висока якість з’єднань за короткий проміжок часу.
Якщо дотримуватися поза нормою і правилом роботи з точковим зварюванням, тоді можна отримати високоякісне з’єднання що відрізняється акуратністю і надійністю. За статистикою, новачкам набагато простіше навчитися точковому зварюванню, чим набити руку викладати різні види швів.
Окрім переваг, є і ряд недоліків, з якими необхідно ознайомитися :
- дуже складно реалізувати надійне скріплення при плавці різних металів, точніше, практично неможливо;
- при поданні сильного імпульсу відбувається розбризкування металу;
- складність конструкції зварювальної голівки і механізму стискування при одночасному зварюванні декількох точок;
- ускладнення конструкції електродів і їх експлуатації, особливо при багатоточковому зварюванні.
Апарат для точкового зварювання
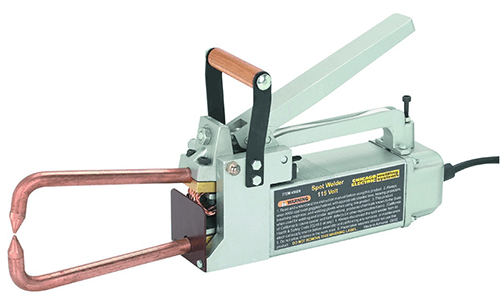
Апарат для точкового зварювання виглядає таким чином і включає такі деталі:
- трансформатор струму;
- зварювальний затиск;
- включаюче і вимикаюче реле;
- механізм стискування електродів;
- регулятор сили і тривалості подання струму.
У тих апаратів, які призначені для домашнього і побутового застосування регулятор сили може бути відсутнім. Тоді майстер сам регулює силу стискування провідників і час дії на деталь, відштовхуючись від свого досвіду і покладаючись на свої уміння і навички.
В процесі роботи дуже важливо контролювати стан електродів. Якщо їх діаметр збільшується, тоді рівень тепла в місці дії на ядро зменшується. Діаметр електроду повинен співпадати в діаметром зварної точки. Зазвичай провідники виготовляються з жароміцних матеріалів-міді, бронзи. Але під впливом високої температури з часом вони втрачають свою форму, тому важливо їх своєчасно міняти.
Устаткування для точкового зварювання
Розглядаючи устаткування, можна провести наступну класифікацію:
- за способом пересування-мобільні, підвісні, стаціонарні;
- за способом механізації-ручний і автоматичний;
- по розташуванню електродів-паралельно і один навпроти одного.
Для виробничих цілей необхідно використати висококласне устаткування. Для будинку чудово підійде і саморобне точкове зварювання, яке можна власноручно зробити з будь-якого електричного приладу. Нижче у відео детально розповідається, як самостійно спорудити зварювальний апарат.