


Досить популярним видом зварок у професійних зварювальників є ТІГ зварювання зване аргонодуговим зварюванням. Вона використовується на великих підприємствах, у невеликих майстернях, наприклад, автосервіси.
Це зварювання універсальне і застосовне для різних металів. Нею можна з’єднувати як мідь та алюміній, так і нержавіючу сталь.
0динаково успішно підходить для з’єднання виробів різної товщини, що зварюються, від акуратного тонкого шва до широких зварних стиків. Але в даній технології є свої нюанси, що враховуються на всіх етапах зварювання від підготовки до закінчення.
У нашому описі ми ознайомимося з поняттям “tig – зварювання”, з усіма її “за” і “проти”. Розкажемо, як правильно проводити зварювальні роботи, визначимо обладнання, яке буде потрібне для безперешкодної. Якісне зварювання.
Загальна інформація

Літероване розшифрування скороченої назви “TIG” перекладається як “tungsten – Inertgasschweißen” (і означає безпосередньо “вольфрам, інертний газ захисний”).
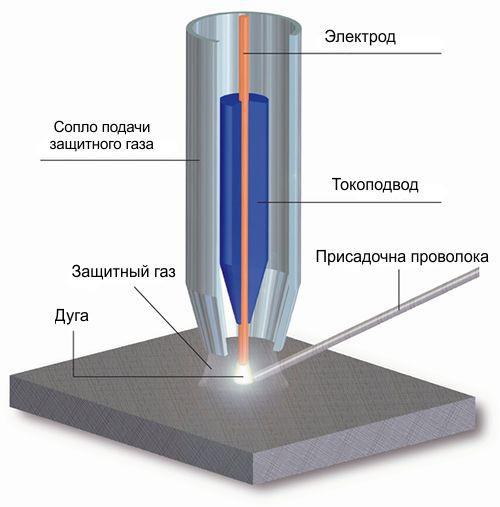
У самій назві викладено, яким способом зварюються металеві вироби. Шов виконується електродом із вольфраму, при подачі захисного газу.
Основною складовою TIG зварювання є, як було зазначено вище, вольфрамовий електрод. Властивості якого можна назвати особливими.
При температурі плавлення в районі 3.5 тис. градусів Цельсія, що відносно небагато, електрод використовується для різних видів чорних і кольорових металів. Зокрема алюміній та сталь.
Сам термін – «плавлення» щодо даного електрода, трохи некоректний. Електрод вважається таким, що не плавиться, але його потрібно підточувати, щоб дуга була стабільною, а шов легко накладався.
Електрод конструктивно кріпиться в пальнику, а його частина, що не використовується, знаходиться в призначеному для цього ковпачку. При цьому не потрібно турбуватися про довжину стрижня.
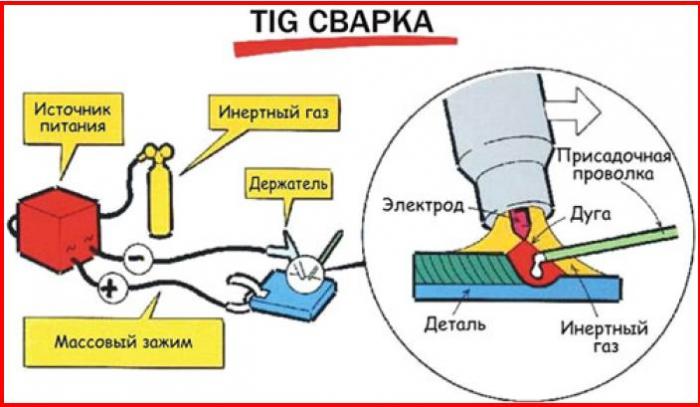
Подача газу до місць зварювання здійснюється через спеціальне сопло, яке також знаходиться у конструкції пальника, натисканням певної кнопки. Найбільш поширеним газом при зварюванні є інертний газ аргон.
Цей газ захищає шов, що накладається, від попадання кисню в місця зварювання, чим запобігає тріщиноутворенню, і як наслідок погіршення якості шва, неминучих без використання захисту.
Зварювальна дуга розплавляє попередньо оброблені місця (крімки) металу, що з’єднується. Мінімальна відстань між елементами, що з’єднуються, дає надійний і міцний шов, без раковин і напливів.
Якщо зазорів не уникнути, то зварювальники використовують “присадний дріт” щоб домогтися якісного шва. Матеріал цього дроту повинен бути однакової структури та марки з виробами, що зварюються.
Технологія з’єднання металів зварюванням TIG дозволяє легко та просто зварювати алюміній. При звичайній зварюванні алюмінію створює певні труднощі, особливо у недосвідчених майстрів.
Високотемпературне зварювання утворює окисну плівку в місці алюмінієвих деталей, що з’єднуються. Ця плівка не дає нормально сформувати зварювальну ванну та виконати якісне з’єднання.
У свою чергу, інертний газ при TIG зварюванні перешкоджає формуванню плівки і дозволяє нормально виконувати роботи.
Застосування

Велика температура стовбура електричної дуги дає можливість з’єднувати вироби з чорного металу і кольорового вироби з чавуну.
Зварює алюміній, сплави, що містять алюміній та вироби з такого металу як титан. Завдяки цьому тип даного зварювання широко поширений.
Окремо можна сказати про зварне з’єднання деталей з нержавіючої сталі, при якій шви відрізняються чистотою, відсутністю бризок, шлаку. Їх не потрібно надалі зачищати.
Безперечні плюси зварювання TIG зумовили її застосування в автозаводах, у харчовому виробництві, на нафтопереробних підприємствах, у хімічній галузі.
Також зварювання набуло поширення у великій кількості організацій з кузовного ремонту автомобілів, С.Т.О.
Переваги
Варто згадувати ще ряд переваг крім перерахованих вище. Вони властиві звичайно ж зварюванню вольфрамовим електродом із застосуванням інертних газів, а саме:
- За рахунок малої ширини прогріву зварного шва деформація виробів, що зварюються мінімальна незважаючи на високу температуру.
- Кисень легший за аргон тому він без проблем витісняється більш важким газом із зони зварювання.
- Сам процес проведення зварювальних робіт не відрізняється складністю, йому легко навчитися та може виконуватися зварником середньої кваліфікації.
- Акуратна якість зварного шва не вимагає зачистки та механічної обробки зварного з’єднання.
- Досить широкий діапазон типів металів, що зварюються, включаючи “незручний” алюміній.
- Мінімальний вплив на екологію із негативного боку.
Недоліки
За всіх переваг аргонового зварювання існують певні недоліки даного методу:
- Утруднене зварювання просто неба, оскільки за наявності вітру інертний газ просто видувається натиском вітру (можна, звичайно, встановити противітровий захист у вигляді спеціальних щитів, але споживання газу все одно буде збільшено).
- “Трудомістка підготовка металу перед зварюванням, порівняно зі звичайними методами зварювальних робіт. Кромки виробів, що з’єднуються, повинні бути ретельно захищені, поверхні місць зварювання знежирені.”
- У місцях з обмеженим доступом через конфігурацію пальника працювати дуже незручно. Досвідчені зварювальники радять або подовжити, або вкоротити електрод, залежно від місця проведення зварювання тоді страждає на якість з’єднання. Існує ризик перегріву шва та втрати його надійності.
- Якщо дуга розпалюється не в зоні зварювання, при використанні «TIG lift» функції, то можливі сліди в місцях зварювального шва, які потім необхідно зачищати і обробляти. Але це швидше помилка притаманна недосвідченим майстрам, а не мінус методу зварювання.
Як варити tig зварюванням

Левова частка успіху при проведенні зварювальних робіт даним способом, це правильний вибір режиму зварювання, що безпосередньо впливає на оптимальний вибір електрода.
Зокрема вибору електрода будуть освітлені нижче. Тепер докладніше торкнемося процесу підготовки заготовок до зварювання.
Потрібно очистити кромки, що зварюються, від корозії, масел, налиплої бруду залишків фарби. Навіть якщо вони здаються абсолютно чистими, зайва перестраховка не завадить.
Відповідно до рекомендацій у наведеній нижче таблиці, вибираємо необхідну силу струму, яку потрібно виставити.
Далі вибираємо полярність, на вигляд електричного струму. При постійному струмі, вона повинна бути пряма, якщо навпаки – змінний, виставляємо полярність зворотну.
Далі заточуємо кінець електрода, поліруємо заточену поверхню. Товщина металу, що з’єднується визначає вид електродів.

Для виробів малої товщини електроди гостро закачуються. Якщо метал більше 3мм кут заточування електродів може змінюватись відповідно від його товщини.
Для запалювання дуги використовується: метод чиркання (коли електродом проводиться по металевій поверхні за прикладом сірника та сірникової коробки), використовується «TIG lift»функція, яка спрощує виникнення дуги, застосовується метод безконтактного запалення ствола дуги.
Рекомендується підпалювати дугу безконтактно. Для цього потрібний дорогий зварювальний апарат, де цей запалювання включено в комплектацію.
Далі знайомимося з необхідним переліком обладнання, яке знадобиться для безпроблемного зварювання.
До початку виконання робіт або до придбання апарата переконайтеся, що ваш апарат оснащений різними функціями, визначеними в попередніх розділах. Переконайтеся, що є кабель приєднання маси, є балон газовий, є редуктор.
З’ясуйте тип пальника. Існують пальники двох видів: перший – для з’єднання виробів товщиною до 3 мм, (так званих тонких), вона відрізняється невеликою потужністю, остигає швидко, і, відповідно, їй зручно працювати.
Другий для виробів металів товщі 3мм. Пальник обладнується примусовим водно-спиртовим охолодженням. Спирт додається у воду для виключення замерзання рідини, коли апарат простоює.
Замість ув’язнення
Даний вид зварного з’єднання відкриває багато нових можливостей навіть для досвідченого майстра. TIG зварювання однаково якісно поєднує вироби різноманітної товщини.
Зварює вироби з міді, чавуну, титану, алюмінію. Заощаджує ваш час та сили підбираючи різний тип зварювання.
Зварювання ТИГ ваш професійний вибір, яка застосовується на різноманітних виробництвах і майстри, які володіють цією технологією, завжди затребувані.
Використовуючи описані рекомендації, Ви можете успішно виконати зварювальні роботи. Але все одно потрібно постійно вдосконалюватися вивчати теорію та застосовувати її на практиці. Бажаємо успіхів вам та удачі у цій цікавій роботі!