


-
- Прийнятна вартість. Зрозуміло, ціна на профільні труби буде вища, ніж на аналоги з поліпропілену або ПНД. Але різниця невелика.
- Вони практично не схильні до деформації.
- Ці деталі не набагато важчі за пластикові.
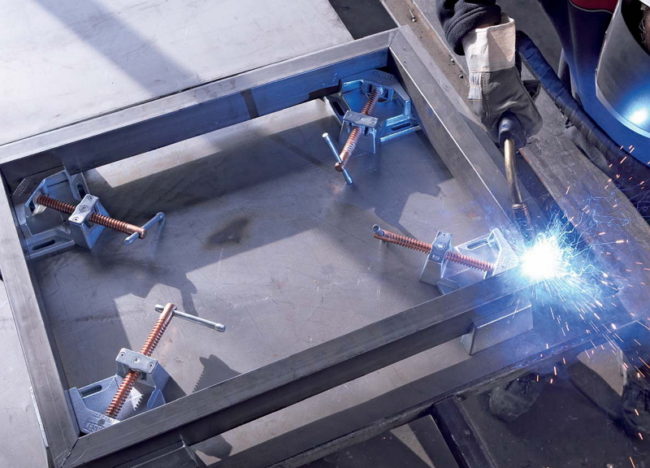
- Зварювання квадратних труб в результаті дає найкращий результат і є гарантом довговічності конструкції.
- В процесі зварювання профільних труб ви можете змонтувати таку систему, яка потрібна особисто вам. Незважаючи на те, наскільки вона складна і незвичайна.
Види найбільш популярних видів профілю
- Холоднодеформовані, електрозварювання. Це труби, які після електрозварювання піддалися холодній деформації.
- Холоднодеформовані і горячедеформированные, безшовні. Холоднодеформована безшовна труба-це деталь без шва. Її розмір задається заздалегідь і формується шляхом холодної деформації. Безшовні гарячі деталі із сталі робляться методами гарячого і холодного плющення, а також шляхом відправного і безотправочного волочіння.
- Електрозварювання, тобто, прямошовные труби з вуглецевої і незколегированной стали.

Профільні деталі також можуть підрозділятися на види залежно від типу перерізу : квадратні, прямокутні, овальні, багатогранні і так далі.
Зварювання квадратних труб може здійснюватися наступними методами.
- Електродугою
- Газовим
- Контактним
Нижче розглянемо кожен метод детальніше.
Метод електродуги : якими електродами краще варити профільну трубу?
Сталевий профіль можна “варити” під кутом, який вам потрібний. Метод з’єднання може бути тавровим, стиком або внахлест. Більшість зварювальників знають, як зварювати сталевий профільний виріб: шов повинен виконуватися в нижньому положенні. В даному випадку він найбільш зручний. Якщо ж ви маєте справу із з’єднанням елементів у важкодоступному місці, можна використати також вертикальні і стельові методи виконання шва.

Головні показники режиму зварювального процесу :
- Напруга
- Швидкість руху зварювального електроду
- Полярність при використанні постійного струму
- Сила струму
Останній показник має дуже важливе значення. Зварювання квадратних труб повинне здійснюватися при максимально допустимому значенні сили струму. Тільки в цьому випадку виріб вийде найміцнішим і якісним.
У кожній конкретній ситуації зварювальник повинен уміти визначити це максимально допустиме значення, і ні в якому разі не перевищити його. Інакше, якість шва погіршуватиметься.

Більшість початкуючих фахівців ставлять питання про те, яким електродом варити профільну трубу20х40 і які електроди для зварювання профільної труби інвертором краще купувати: високій вартості або дешевше? Усі електроди підрозділяються на плавкі і неплавкі. Останній варіант використовується в тандемі з присадним матеріалом-дротом. В цьому випадку шов виходить максимально рівним і міцним. Використати ці електроди допускається тільки при з’єднанні елементів з однаковим діаметром. Плавкі електроди використовуються в усіх інших випадках.
Слід знати, що діаметр необхідного електроду залежить від товщини металу зварюваної деталі. Зварювання тонкостінних труб, наприклад,1,5 мм завтовшки, виконується електродами діаметром до2 мм. Не забудьте відкоригувати силу зварювального струму : вона не має бути занадто високою, щоб не спалити сталь. Зварювання тонкостінних труб виконується при зворотній полярності. Це пов’язано з тим, що існує вірогідність пропалити тонкий матеріал.
Кромки товстостінного виробу (більше4 мм) вимагають обов’язкової ретельної підготовки перед з’єднанням.
Нержавіючу сталь для виготовлення профільних труб використовують дуже рідко. Спеціально для цього виду матеріалу, використовуються спеціальні електроди.
Як здійснюється зварювання каркаса з профільної труби представлено на відео нижче.
Газовий метод з’єднання
Цей варіант з’єднання профілю поширений менше. Шов при газовому з’єднанні виходить не таким якісним, як при використанні електричної дуги. Підготовка кромок деталей також має бути проведена дуже ре
тельно. Для застосування цього виду зварювального процесу використовується кисень і ацетилен. Газовий метод рекомендований для виробів невеликої товщини.
Для проведення зварювання газом вам необхідно придбати спеціальний дріт, аналогічний по складу зварюваним деталям. Також необхідно придбати флюс, який охороняє метал від негативної дії повітря шляхом появи на поверхні шва спеціальної плівки.
Техніка виконання шва газовим апаратом :
- Зліва направо. Застосовується для товстих матеріалів більше5 мм, гарантує мінімальну витрату газу і високу продуктивність робіт.
- Справа наліво. Виконується для тонких стін металу, дозволяє зробити шов якісним і акуратним.
Контактний метод
Цей вид з’єднання виконується тільки висококваліфікованими фахівцями, що мають певний рівень досвіду і підготовки. Здійснити своїми руками її практично неможливо. Основний принцип цього виду з’єднання полягає в тому, що профільні елементи нагріваються електричним струмом без використання яких-небудь спеціальних присадних матеріалів.
Таким чином, зварювання профільної труби-це досить нескладний процес, який можна здійснити навіть самостійно, якщо дотримуватися певних правил, порядку дій, а також наслідувати ради, вказані в цій статті. Очевидно, що найпростіший і поширеніший метод з’єднання в даному випадку-електродуга. Він дозволяє “варити” профіль під кутом, який вам потрібний. Контактний метод виконується тільки професіоналами. Слід також відмітити, що при будь-якому методі з’єднання найважливішу роль грає етап підготовки металу. Якщо його здійснити з недостатньою уважністю і ретельністю, якість шва знижуватиметься.