


Якщо напівавтоматичне зварювання горизонтальних швів не представляє особливої складності для новачка, то зварювання вертикальних швів напівавтоматом вимагає досвіду і знання деяких нюансів. При вертикальному зварюванні розплавлений метал як ніколи схильний до гравітації, але при утворенні напливів отримати якісне з’єднання практично неможливо. Пропонуємо вашій увазі практичні рекомендації по зварюванню вертикальних швів, а також короткий опис методів їх створення.
Підготовка апарату до роботи
облаштування напівавтомата
Напівавтомат складається з інвертора, пальника, забезпеченого кабелем-каналом, газового балона з редукторами і манометрами. Перш ніж приступити до зварювання, необхідно упевнитися, що усі компоненти системи справні і приєднані в правильній послідовності. Пильну увагу варто звернути на:
- Заземлення корпусу зварювального апарату.
- Відповідність товщини зварюваних деталей діаметру присадного дроту.
- Хімічний склад основного металу і витратного матеріалу, які мають бути схожі.
- Склад захисного газу.
- Швидкість подання дроту і витрата захисного газу. Ці показники краще всього розрахувати заздалегідь, щоб не переривати зварювання через відсутність матеріалів.
- Довжину дроту, що виступає з сопла . Вона не повинна перевищувати 5 мм.
- Силу струму.
Підібравши расходники і настроївши напівавтомат, бажано провести пробне зварювання на непотрібних обрізках металу. У разі непроварення або пропалення шва регулюється сила струму і по-новому підбирається оптимальна швидкість зварювання. Також звернете увагу, що підготовчі роботи треба провести і з металевими заготівлями:
- Перш ніж здійснити зварювання, бажано з’єднати зварювані поверхні між собою точками, як мінімум двома-трьома. Завдяки цьому деталі будуть нерухомі під час роботи.
- Поверхні очищаються від слідів фарби, лаку, пилу, бруду. Напівавтомат може впоратися із зварюванням і забруднених поверхонь, проте у такому разі з’єднання буде неміцним, до того ж не вдасться уникнути токсичних випарів. Не треба зчищати товстий шар металу, це негативно відіб’ється на якості зварювання.

струбцини
Зварювання вертикальних швів напівавтоматом : особливості
Під впливом високих температур на металевій поверхні утворюються краплі. Вони починають стікати вниз, тим самим перешкоджаючи якісному зварюванню. Шлак, що залишився після використання електроду і знаходиться в такій краплі, значно збільшує ризик дефектів шва . Проте якщо відвести стержень від місця зварювання на деякий час, то станеться кристалізація металу, і крапля затвердіє. Важливо при цьому правильно розрахувати часовий проміжок, призначений для охолодження металу, інакше не уникнути непроварення.
Як правило, сила струму при напівавтоматичному зварюванні вертикальних швів на 5 А менше, ніж при зварюванні швів в іншому положенні. Такі показники забезпечують цілісність шва, мінімізуючи вірогідність виникнення підрізування. Зварювання напівавтоматом передбачає здійснення коливальних рухів, при яких корінь шва буде проварений належним чином.
Як і при зварюванні у будь-кому другом просторовому положенні, вертикальний шов може бути виконаний у вигляді суцільного з’єднання, точкового і суцільного переривчастого. У першому випадку шов надає деталям додаткову жорсткість і використовується для побутових і будівельних потреб. Другий різновид незамінний при кузовному ремонті автомобілів . Третя також широко використовується на СТО, проте застосовується для тих місць, де треба зварювати товщий метал.
Як варити вертикальний шов зверху вниз
При використанні такого методу варто звернути увагу на товщину зварювального дроту. Оскільки при великій кількості шлаку з’єднання може вийти пористим, електрод по товщині має бути значно менше ширини передбачуваного шва. Тонкий електрод гарантує швидке схоплювання зварної ванни за відсутності стікання розплавленого металу. Завдяки цьому за короткий проміжок часу можна зварити більшу кількість заготівель.
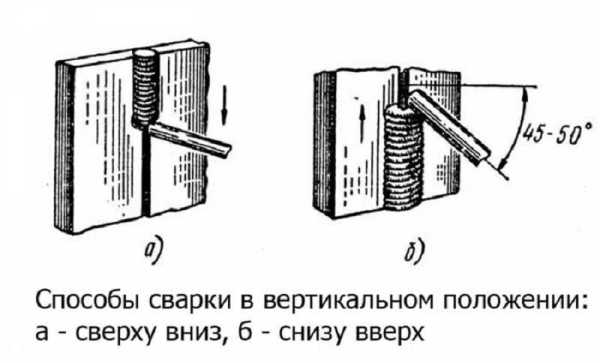
Як варити вертикальний шов від низу до верху
Таким методом варити вертика
льні з’єднання набагато складніше, але, проте, до нього прибігають більшість зварювальників, якщо належить сполучати відповідальні конструкції.
Зварювання напівавтоматом від низу до верху має на увазі інше розташування зварної ванни. Вона знаходиться знизу, а згори відбувається її наповнення рідким металом. Щоб розплавлений матеріал не проливався, треба сконцентруватися на маніпуляціях з електродом:
- Необхідно витримати кут між ним і вертикальним швом.
- Зафіксований в утримувачі кінець повинен знаходитися нижче плавкого.
- Плавлення електроду повинне відбуватися повільніше, ніж зварювальна ванна кристалізуватиметься.

вертикальний шов від низу до верху з проваром кореня
Деякі технології вертикального зварювання
Зварити вертикальний шов напівавтоматом можна, використовуючи не лише класичні методи. До досить поширених способів зварювання вертикальних швів можна віднести наступні:
- Трикутник. Вертикаль може бути зварена за допомогою такого способу, якщо товщина поверхонь, що сполучаються, не перевищує 2 міліметри. Перед початком робіт необхідно притупити кромки деталей. Напрям зварювання-від низу до верху, оптимальна товщина електроду-3 мм, а показники струму-в межах 80-100А. Після формування полички в нижній частині з’єднання електрод пересувають до одного з країв, плавлять кромки, заповнюючи ванну. Потім дії повторюються у іншого краю, причому зварна ванна виходить у формі трикутника.
- Ялиночка. Застосовується у разі, якщо проміжок між поверхнями складає 2-3 мм. Метал “витягується” з глибини проміжку, розташовується на площині кромки, потім відбувається його повернення углиб. Зварювання відбувається від низу до верху. Така технологія багато в чому нагадує петлю. Щоб метал розподілявся рівномірно в проміжку, необхідно відпрацювати рухи до автоматизму і ретельно стежити, щоб на кромках не виникли порізи.
- Драбинка. Її застосовують при проміжку, що перевищує 4 мм, якщо кромки деталей притуплені мінімально. При зигзагоподібних рухах електроду відбувається незначний підйом по вертикалі і невеликі зупинки на краях, необхідні для проплавлення металу.
Як правильно варити вертикальний шов. Ради новачкам
Попри те, що зварювання за допомогою напівавтоматичного апарату дається легко навіть початкуючим, до виконання деяких робіт варто підходити дуже відповідально, озброївшись рекомендаціями досвідчених майстрів справи. Оформлення вертикальних швів-одна з таких ситуацій, де досвід попередників буде цілком до речі.
- Щоб добитися стабільного горіння дуги, стержню під час підпалу варто надати перпендикулярне положення.
- Щоб уникнути виникнення потьоків, електрод під час роботи тримається в похилому положенні.
- Якщо у вас в пріоритеті не висока продуктивність, а акуратний шов без щонайменших патьоків, тоді варто зменшити довжину дуги. Кристалізація, що прискорилася, дозволить уникнути патьоків.
- Збільшити швидкість кристалізації металу можна також за рахунок збільшення сили струму і ширини шва. Проте, використовуючи такий метод, будьте готові до того, що шов вийде дещо гіршим за якістю.