



Для того, щоб називатися професіоналом у зварювальній справі, обов’язково потрібно пройти випробування зварюванням міді та її суміші. “Приборкати” цей метал під час зварювання не просто, тому що мідь виділяється певними хімічними особливостями, що ускладнюють процедуру.
Для цього майстри використовують різні види зварювання, наприклад контактне, газове, точкове, електродугове зварювання міді, зварювання вугільним електродом і т.д. Крім того, можна поєднувати методи та матеріали для зварювання міді, зокрема, із залізом, сталлю, ніхромом або нержавіючим металом.
Для зварювання виробів з міді майстер може вибрати один з багатьох інструментів, наприклад інвертор, напівавтомат або використовувати відомі йому механічні або термічні зварювальні апарати.
Ця публікація присвячена особливостям та методам зварювання міді з аргоном за допомогою напівавтомата. Такий варіант міді сплаву найчастіше використовують для поєднання мідних, мідно-нікелевих чи інших сплавів.
Які труднощі можуть виникнути у процесі і що потрібно пам’ятати при «склеюванні» мідних деталей, ви дізнаєтесь у нашому матеріалі.
Зварювання міді: специфіка
Як зазначалося, процес зварювання міді та її сплавів має свої тонкощі. З якими складнощами можна зіткнутися при з’єднанні металів і що слід пам’ятати в процесі – розповімо далі.
Насамперед, рекомендуємо використовувати дугу, яка зможе впоратися з потужною тепловіддачею та виводити температуру з області зварювання. Така необхідність обумовлена властивостями міді теплопровідника.
“Окрім цього, такий нюанс міді не дозволить застосувати будь-який зварний шов. Найбільш підходящим для зварювання мідних елементів є з’єднання торцевими поверхнями.”
Друге, мідь легко нагрівається, тому досить швидко стікає донизу. Це ускладнює можливість зварювання вертикальних та стельових швів. Забезпечення швидкого охолодження міді та використання максимально великої зварювальної ванни вирішать це питання.
Крім того, зварювання міді в нижньому положенні та за допомогою стикових швів може спричинити дефект металу. У такому випадку стануть у нагоді прокладки з графіту, азбесту або флюсові подушки.
Естетичність виду та міцність шва обумовлюються відсутністю дефектів та крихких міжкристалічних руйнувань металу шва, які можуть виникнути через здатність розплаву міді вбирати кисень та водень. Газ, який забезпечить необхідний захист зварювання, допоможе залагодити ситуацію.

Фосфорний, кремнієвий або марганцевий присадний дріт усуне труднощі з окисною плівкою, яку досить складно прибрати. Плівка, що складається переважно з оксидів металу, виникає через здатність міді до окислення і майже не піддається плавленню.
Насамкінець відзначимо, що високий коефіцієнт лінійного розширення міді зумовлює її здатність легко піддаватися деформації, можуть виникати міжкристалічні руйнування металу.
Тому перед зварюванням деталь повинна бути прогріта грілкою або в печі до 300 градусів за Цельсієм. Складнощів із цією процедурою виникнути не повинно.
“Хоча мідь має свої особливості, які слід враховувати під час зварювання, процес з’єднання деталей металу непрофесійними майстрами вдома цілком реальний. Тож далі йтиметься про підготовчі заходи до цього.”
Етап підготовки
Отримання потрібного продукту зварювання чи паяння міді наприкінці процесу залежить від правильності підготовки матеріалу. У разі потреби деталь ділять на кілька самостійних шматків.

Шліфмашинки, верстат або труборіз використовують для поділу міді. Подібні болгарці інструменти, як і сама болгарка, у такому разі не підійде.
Після цього механічним способом робляться кромки деталі. Дрібнозернистий наждачний папір дозволить очистити їх ручним методом. У цьому випадку можна піти й іншим шляхом, використовуючи щітку, однак у неї мають бути жорсткі металеві щетини.
Слід пам’ятати, що метал має бути попередньо знежирений. Крім цього, він не повинен бути брудним або покритий окисною плівкою. Такі ж правила чистоти стосуються дроту.
Для очищення не рекомендуємо користуватися занадто жорсткою щіткою або крупнозернистою наждачкою, щоб уникнути ризику псування матеріалу. Перед зварюванням краще провести хімічне очищення шляхом травлення елементів та дроту.
Сірчана, азотна або соляна кислота може бути головною складовою суміші для травлення. Таку есенцію можна зробити самотужки. Для цього потрібно до кислоти додати воду та перемішати.

“До розчину, що утворився, занурюємо дріт і підготовлені деталі, після чого ополіскуємо їх чистою водою і висушуємо. Грубу заготовку, товщина якої перевищує 1 см, необхідно заздалегідь нагріти газовим пальником або в топці.”
Після цього елементи можна прикладати один до одного. У процесі з’єднання деталей потрібно залишати люфт невеликого розміру, який повинен зберегтися при повторному поєднанні елементів. Прихватки допоможуть забезпечити точність поєднання деталей.
Однак слід пам’ятати про їхню чистоту для виключення можливості виникнення тріщин. Для полегшення процедури зварювання можна використовувати допоміжні інструменти, такі як знімні екрани та підкладки з міді або графіту.
Захисні щити стануть у пригоді під час зварювання на відкритих місцевостях, оскільки вони зможуть закрити область зварювання від вітру. Прокладки здатні збільшувати тепловідведення, тому їх слід використовувати під час зварювання нижніх швів.
Як підібрати відповідний режим процесу зварювання
Зварювання та спаювання елементів міді вимагає застосування точно підібраного режиму. Необхідно засвоїти те, що при зварюванні міді використовуємо постійний струм із прямою полярністю.
Однак значення струму може змінюватись. Вміння достовірно його встановлювати прийде згодом. Однак для вибору прийнятної величини струму майстра множать товщину міді мм на 100.
Таким чином, можна дізнатися про приблизну величину струму. З’єднання мідних деталей за допомогою напівавтомата слід проводити із застосуванням азоту, аргону, гелію або комбінації таких газів.
Вони виконуватимуть захисну функцію. Під час зварювання за допомогою гелію чи аргону припустиме збільшення дуги до 3 мм. 10-12 мм – нормальний розмір дуги під час зварювання шляхом використання азоту.
Варто стежити за витратами газу: при нормальних показниках на зварювання має піти за хвилину максимум 20 л гелію, 10 л аргону та 20 л азоту.
Швидкість зварювання залежить від уміння та досвіду роботи майстра, а також від виду шва. Аргонне зварювання елемента товщиною до 6 мм можна використовувати без необхідності завчасного нагрівання деталі.
“В іншому випадку краще використовувати азот або гелій замість аргону. Більш грубі мідні частини ми рекомендуємо попередньо нагрівати при температурах від 200 до 300 градусів.”
Технологічний процес зварювання
Процедура зварювання міді за допомогою напівавтомата провадиться під кутом. При цьому електрод може бути випущений максимум 7 мм. Матеріал електрода також має значення.
Можна використовувати електроди з графіту чи вугілля. Однак вольфрамові електроди для зварювання мідних деталей не підходять, оскільки швидко закінчуються.
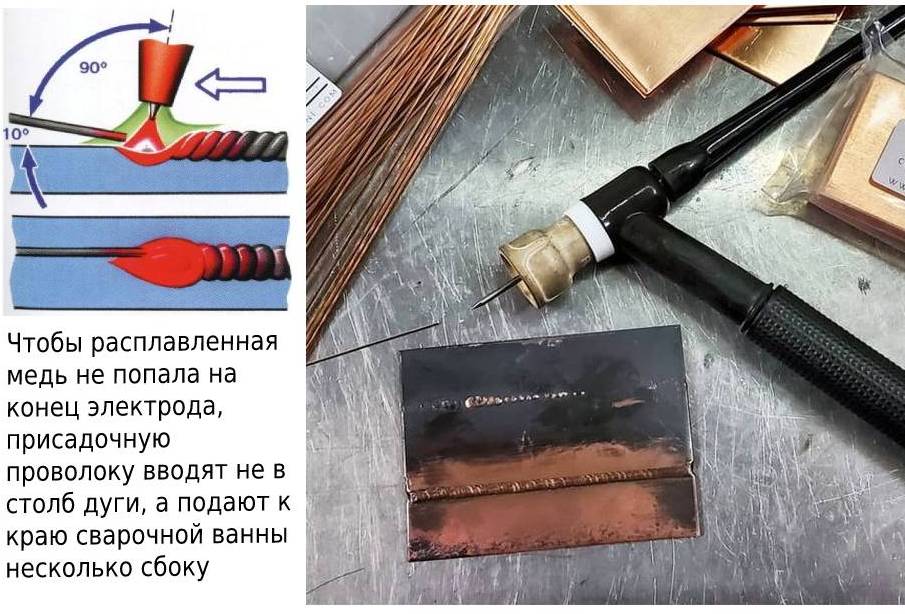
На додаток майстри використовують присадний дріт із міді, бронзи, мідно-нікелевого або інших відповідних сплавів. Присадний дріт подається від краю зварювальної області, щоб захистити електрод від розтопленої міді.
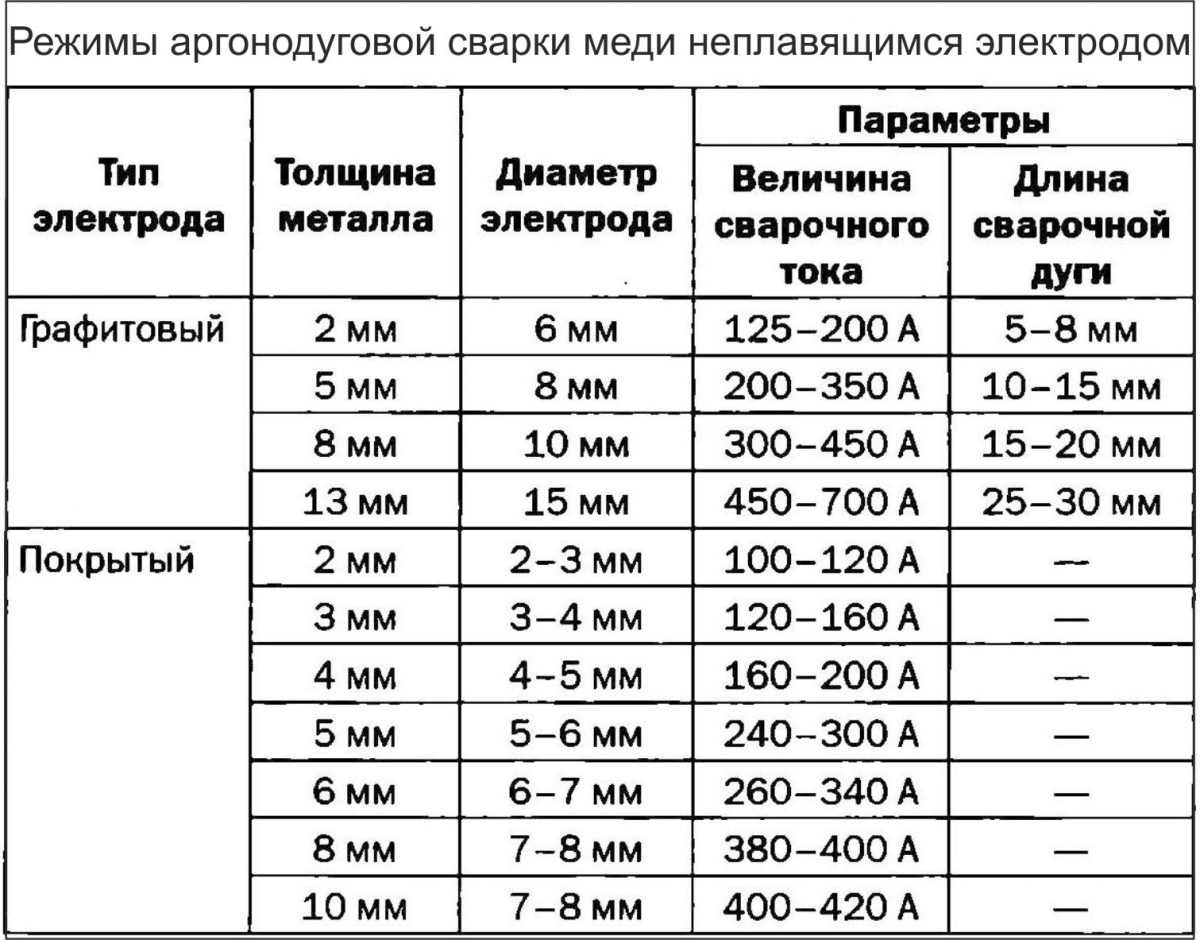
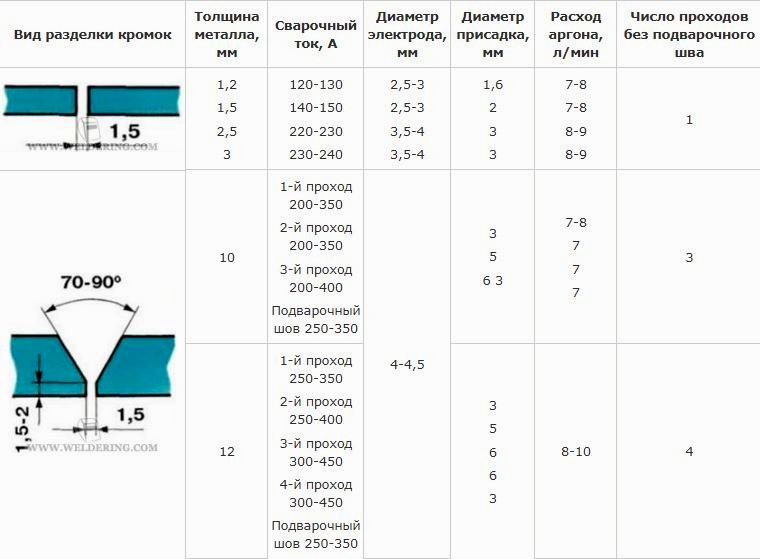
Поради у цій статті допоможуть правильно підібрати режим зварювання. А зображена таблиця зорієнтує вас при виборі режиму для зварювання мідних деталей з додаванням аргону.
Засвоїти етапи та правила технологічного процесу зварювання міді та її сплавів найкраще вдасться на досвіді.
Висновки
“Майстри користуються різноманітними технологіями зварювання та спайки міді, проте ми звернули вашу увагу на найбільш популярні та результативні. Для зручності в роботі зварювання металевих виробів рекомендуємо придбати спеціальне робоче місце з усім потрібним обладнанням.”

Такі зварювальні пости можна замовити у спеціалізованих магазинах в Інтернеті. Надійна основа з металу дозволяє переміщати зварювальні пости в ті місця, куди потрібно майстру.
“Не соромтеся ставити питання, розповідати про свої невдачі та успіхи у зварювальній справі. Можливо, ваші поради стануть у нагоді початківцям. Удачі у справах!”