



Виконання зварювальних робіт – це один із видів виробничої діяльності. Дотримання встановлених норм і правил при зварюванні дозволить забезпечити високий рівень якості зварних з’єднань та продуктивність праці. У ряді країн СНД ці вимоги визначені відповідними нормативними документами, у тому числі Будівельними нормами та правилами (СНіП), Єдиними нормами та розцінками (ЕНіР), зведенням правил (СП).
СНіП книга
Після працевлаштування зварювальник-новачок, найчастіше, не знає БНіП та ГОСТи. Багато часу забере освоєння технічної документації через складність сприйняття офіційного стилю її викладу. Нами проаналізовано низку технічних документів, що регламентують зварювальні роботи у будівництві, та складено реєстр технічних нормативів, що рекомендується до вивчення до початку виконання робіт.
«Наші цілі:»
- дати вам можливість самостійно визначити час, необхідний для зварювання шва завдовжки метр і щоденну норму виробітку;
- оцінити, наскільки кваліфіковано виконано зварювальні роботи;
- навчити встановлювати параметри, що визначають якість зварної конструкції.
Нормативи зварювальних робіт
“Спочатку пропонуємо визначити, чим викликана необхідність встановлення нормативів. По-перше, нормативи встановлюють вимоги до рівня якості передбачуваних робіт та часу їх проведення. Значення нормативу визначають технологія проведення робіт, характеристика зварювального апарату та кваліфікація працівника. Новачок виконає в рази менший обсяг робіт, Крім того, береться до уваги порядок організації місця проведення зварювальних робіт.”
Існуючі нормативи встановлюють час, протягом якого зварювальник зобов’язаний виконати встановлений обсяг робіт (одиниці виміру – це кількість деталей за встановлений час), енергетичні ресурси та сировинні витрати (зварювального дроту, електродів та ін.). Пропонуємо розглянути нормативи як самостійні показники.

“Норми часу”
Як єдина норма у низці колишніх країн СНД розглядається тимчасовий період на заварку 1 метра шва. Як правило, вони включені до технічних нормативів. Зварювальнику потрібно вчитися самостійно визначати цей тимчасовий період на заварку як параметр продуктивності. Цей норматив часу включає час самого процесу та тимчасові відрізки на інші операції відповідно до технологічного процесу. Існують три технологічні проміжки, які визначають норматив.
Головна операція в процесі виробництва включає тимчасовий відрізок заготівлі та обробку її під зварювання. Сама операція зварювання належить сюди.
Другою операцією називають тимчасовий проміжок для перевірки рівня відповідності зварного з’єднання та передачі недопрацьованого зварюванням напівфабрикату на наступну ділянку, згідно з технологією виробництва.
Додатковий час – це проміжок часу між головною та другорядною операціями, що виділяється виключно для обслуговування процесу проварювання та здачі виробу на склад.
При підрахунку часового проміжку зварювання слід враховувати всі процеси, у тому числі з нетривалою тривалістю (1 сік та кілька). Проміжки на налагодження агрегату, період розпалювання та регулювання дуги горіння для спеціальних сплавів, тимчасовий відрізок на заміну зварювальних витратних матеріалів, прибирання навколошовних зон і на кшталт теж входять до загального тимчасового періоду. До того ж, слід зважити на час. необхідне зварювальнику для збирання верстата та особистих потреб (це приблизно мінус 20% від розрахунково”го часового проміжку).”
Раніше вказувалося про врахування рівня професіоналізму зварного та практичного стажу роботи. Найчастіше це враховується особливим показником. Підрахунками визначаємо значення, що є мірою рівня кваліфікації. Кожному рівню кваліфікації просто відповідає певна цифра, що застосовується у наступних розрахунках.
Існує кілька способів розрахунку, але найпоширеніший – робочі одиниці. Один виріб зварюється за робочу одиницю. Зі збільшенням рівня кваліфікації зростає кількість виробів, зварюваних зварником протягом зміни. Якщо обсяг зварювальних робіт при виготовленні однієї складальної одиниці значний, а виготовити виріб протягом зміни технічно і технологічно неможливо, то роблять розрахунок тимчасового відрізка для виконання проварювання метра шва. Очевидно, тимчасовоїВідрізок становлять велику кількість операцій, які потребують обліку в розрахунках. Порядок виконання розрахунків обговоримо далі, а зараз приділимо час розбору інших норм.

Норма виробітку
Обсяг роботи, виконаний зварювальником за встановлений період часу, – це і є норма виробітку. Раніше наголошувалося, що норма обчислюється в одиницях деталей, вузлів або мірах довжини зварних швів, виконаних за однакові відрізки часу. Норма часу може встановлюватися як норматив або просто вважатися звичайною складовою.
Звичайний приклад дасть змогу пояснити суть. Завдання зварювальникові полягає у необхідності заварювання двадцяти чотирьох метрів за 8 годин. Враховуємо все: відрізки часу на налагодження агрегату, на розпалювання та регулювання дуги горіння, проміжки на переустановку розхідників та додаємо проміжок часу на поповнення особистих потреб. Отже, для непрофесіонала зі звичайною кваліфікацією вона становитиме 3м провареного шва за 1 годину. Таким чином, за день, при довжині зміни вісім годин, зварювальник зваритьвстановлений метраж.

“Норми витрати електроенергії”
За допомогою цих показників обчислюють собівартість виробу загалом та заварювальних робіт зокрема. Найчастіше визначають, скільки кіловат-годин зварювальник витратив. Використовують дані лічильника.
Норма витрати комплектуючих
Процес зварювання пов’язаний з витрачанням енергоресурсів, часових періодів, комплектуючих та швидко зношуваних речовин, типу припоїв, інертних газів, матеріалів, що впроваджуються у шов при заварюванні. Амортизація верстатів та інструментів теж є складовою витрат. Зносу схильний сам апарат та його унікальні комплектуючі, що використовуються в особливих та унікальних видах зварювання. Взяти хоча б контактні губки, ролики, що центрують, пластини забезпечення контакту і багато іншого. Все це приймається впро увагу. Крім того, у цій статті розказано про порядок розрахунку витрати дроту у зварювальній справі. Прочитайте, чи не завадить. На ступінь зносу впливає багато факторів, взяти хоча б комплектуючі, марки сталі деталей, що зварюються, встановлені на зварювальному обладнанні параметри заварки. Абсолютно всі вони впливають на собівартість роботи, а отже, і готової продукції, тому всі їх потрібно брати до уваги.
Нормування процесу є обов’язковим з виробництва. З нормами розібралися, настав час перейти до безпосереднього встановлення тимчасових кордонів необхідних для зварювання. Які цифри рекомендує технічна документація щодо будівництва, теж розглянемо.
Розрахунок часу, витраченого на зварювання
Логічним висновком попереднього розділу стає очевидність цілеспрямованої установки граничних часових відрізків на зварювальні роботи. Безперечно, особистим показником продуктивності зварювальника є кількість зварених ним деталей або довжина заварених швів в одиницях довжини.
У табличному вигляді (дивіться посилання нижче) представлені регламентовані граничні часові відрізки на зварювання односторонню встик без розділу кромок. Вказані норми запозичені з Єдиних норм та розцінок (ЕНіР, Збірник Е22, розділу «Зварювальні роботи»). Крім того, граничні часові відрізки представлені в профільних СНиПах. Норма встановлюється для конкретного типу шва, рівня професійної підготовки спеціаліста. Настав час приступити до самих обчислень, тому що всі без винятку мастера повинні вміти використовувати розрахунки у практичній діяльності.

Розрахунки
“За формулами проводять обчислення часового періоду на заварку дуговим електрозварюванням протяжністю мірою довжини (м). Формула визначення часового періоду:”
t0 – головний часовий відрізок (розмірність годину або хв).
L – лінійні параметр завареної ділянки (довжина м або см).
F – площа розрізу (див. кв.).
7,85 – число взятого випадковим чином значення густини наплавленого металу, розмірність гр./див. куб (кожний новий розрахунок проставляється нова фактична величина щільності).
I – Струм ведення зварювання (розмірність А).
Кн – показник наплавний.
Денна тривалість праці визначається шляхом множення набутого значення на тимчасовий відрізок трудової діяльності (година).
Тривалість проведення визначається виразом:
S – розмір металу, що розрізається, за товщиною (мм).
К – це коефіцієнт залежить від виду металу, що розрізається (для сталі з низьким вмістом вуглецю він знаходиться в діапазоні 4-5; для сталей з домішками з храму, нікелю і т.п., для сталей з вмістом вуглецю менше 3%, сплавів міді і олова, і навіть сплавів міді і цинку – 6, для чистої Cu – 3, а Аl та її сплавів – 4).
Важливим є також знання порядку обчислення витрат часу на різання киснем:
L – це довжина різання (розмірність одиниці лінійних заходів довжини), а v – це швидкість різання (розмірність мм/хв).

Як організувати робоче місце
Виконання встановлених щоденних норм виробітку можливе за умови організації робочого місця на належному рівні. Адже дуже важко забезпечити вироблення протягом днів при незручній позі в положенні «сидячи», відсутності можливості регулювання висоти робочого місця. До того ж, головна мета будь-якого виробництва – підвищення його продуктивності. Відомо впровадження у виробництво методик розроблених центрами організації передових методик підвищення продуктивності. У них досконало расписані параметри місця вашої роботи.
Робоче місце зварювальника
Окрім високого рівня комфортабельності, місце виконання робіт повинно відповідати вимогам законодавства з охорони праці. Зварювальнику також необхідні зручність та доступ до пристроїв та змінних витратних матеріалів або чергової заготівлі.
“Контроль якості зварювальних робіт”
Розгляд встановлених регламентованих показників щодо виготовлених виробів залишився у минулому. Роботи із заварювання завершені. Саме час визначитись із необхідним переліком подальших дій.
По-перше, слід встановити рівень відповідності виконаних завдань регламентованим показникам. На великих промислових підприємствах цю перевірку виконують працівники відділу технічного контролю (ВТК), хоча низка підприємств покладають такі перевірки самого працівника. Тема контролю якості досить велика, тому зупинимося на ній докладніше. Розглянемо докладно цей великий розділ щодо встановлення регламентованих показників.

Виділимо три стадії процесу встановлення регламентованих показників щодо виробів, виготовлених із застосуванням зварювання:
- Оцінка відповідності рівня професіоналізму зварювальника.
- Визначення відповідності регламентованим показникам якості виробів, виготовлених із застосуванням зварювання.
- Візуально-оптичний контроль та встановлення механічних характеристик міцності виробів, виготовлених із застосуванням зварювання.
Ретельно проаналізуємо кожну стадію.
Визначення відповідності рівня професіоналізму
Перед допуском трудівника до виконання зварювання важливо переконатися у відповідності до рівня кваліфікації його професійним можливостям. Як правило, працівник зобов’язаний пред’явити посвідчення зварювальника із зазначенням у ньому права допуску до зварювання та виконати контрольний зварювальний шов на дослідному зразку. Перевірка передбачає використання ідентичних майбутньої роботи електродів та металів. Зварені зразки піддаються перевірці та випробуванням. Зварювальник допускається до роботи при виконанні завдання відповідно до вимогням.
Контроль якості деталей, що зварюються
Спочатку необхідно оцінити деталі, що зварюються, на відповідність встановленим вимогам. Якість металу, з якого вони виготовлені, має бути підтверджена сертифікатом. До початку зварювання треба провести огляд та визначити наявність дефектів. Якість деталей має відповідати встановленим вимогам. З ними можна ознайомитися в БНіП і ГОСТах.

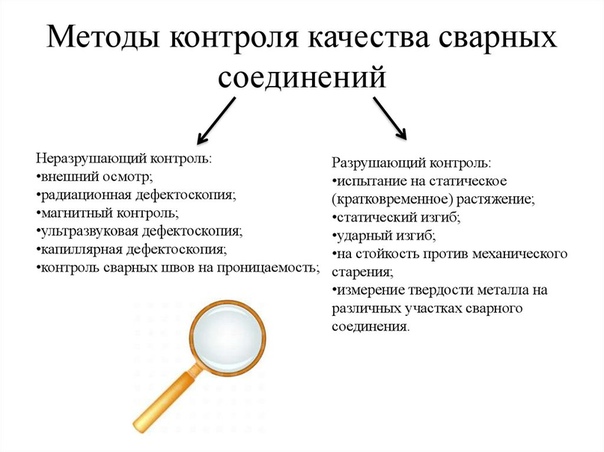
Візуальний та механічний контроль якості зварних з’єднань
Цей етап слід розглядати як фінальний з моменту закінчення зварювання. Спочатку роблять очищення швів від шлаку та бризків металу. Потім здійснюють візуальний контроль. Ідеальний шов з дрібношуйчастою структурою та плавним переходом від шва до металу. Прекрасним вважається шов заввишки 1 мм, але не більше 3 мм.
Недотримання правил виконання зварювання призводить до появи дефектів, половина яких виявляється на стадії проведення візуального контролю ще до неруйнівних способів контролю. При здійсненні візуально-оптичного контролю виявляють тріщини поверхні шва, пори, шлакові включення, неповний провар зварних швів. Механічним випробуванням піддається місце зварювання, перевірене контролером. Він визначають фактичні механічні характеристики міцності зварного виробу. Виявленнянедоліків вимагає проведення додаткових методів контролю виявлення дефектів. Зауваження при кожній перевірці є підставою для розриву трудових відносин із працівником, повторного навчання та подальшої переатестації. Механічними випробуваннями визначають приховані дефекти, які виявити неможливо візуально. До них відносяться:
- несплавления в корне шва;
- несплавлення збоку, пропалювання, тріщини.
Для швів великої довжини допускається вирубка дефекту та виправлення шва.

Ультразвуковий контроль зварних з’єднань
Існує перевірка зварних швів ультразвуковим способом. Метод не дуже складний: дефектоскоп випромінює ВЧ (високочастотні хвилі), довжина яких становить двадцять тисяч Гц. Хвилі проходять крізь порожнечі у шві і відбиваються від дефектів контрольованих ділянок перерізів у вигляді різного виду вад за їх наявності. Форма хвиль спотворюється при попаданні на будь-який з перерахованих вище дефектів. Цю процедуру проводять дефектоскопісти, що фіксують усі показання на екрані дефектоскопа та детально реєструютьвуючі результати досліджень. Зазначений метод є одним із найпоширеніших для виявлення невидимих дефектів.
Ми розглянули найпоширеніші методи перевірки якості. Існують інші способи контролю, проте названі вважаються одними з найдієвіших. Головним чином, вони застосовуються на великих промислових підприємствах. Відомості про проведений контроль потрібно фіксувати у відповідних журналах та конструкторській документації.
Вимоги до зварних швів
Зварювальнику необхідне знання норм, яким повинні відповідати зварні шви конструкцій. Це допоможе не лише правильно оцінити, а й проконтролювати процес виготовлення.

Вимоги до механічних властивостей зварного з’єднання
Міцність та довговічність зварних з’єднань повинні бути, безумовно, забезпечені у зварних металоконструкціях або зварюванні труб різних комунікацій та систем. Домогтися цього можна за умови забезпечення нормованих показників міцності механічних сполук. Нам вдалося вибрати з ГОСТів та правил механічних характеристик міцності шва, що гарантують якість виробу виготовленого із застосуванням зварювання такі:
Верхнє граничне значення відносного подовження металу має відповідати 15-16%.
Забезпечення знаходження значення ударної в’язкості має бути на відповідному рівні. Визначення цього параметра слід проводити протягом семи днів за найнижчих для вашого регіону середньодобових температур. Величина мінімальної ударної в’язкості в нормі дорівнюватиме 29 Дж/кв.см.
Значення тимчасового опору шва та основного металу мають бути ідентичними. Зниження величини опору зварного шва не дозволяється.
Для складових частин металоконструкцій 1 категорії (групи) необхідно забезпечити 350 HV одиниць твердості, а решту 400 HV одиниць. Значення встановлені НД: Норми проектування. Сталеві конструкції (Будівельні норми та правила II-23-81).
Вимоги до якості зварного шва
У процесі зварювання якість зварного шва є параметром, що вимагає особливого відношення. Порядок проведення контролю швів нами проаналізовано, а тому можна перейти до ранжування швів за рівнем якості. Загалом, існує три категорії швів:
Найкраща якість. До неї відносяться всі шви з підвищеними зобов’язаннями за такими показниками, як довговічність та надійність. Шви цієї категорії зобов’язані сприймати значне навантаження та гарантувати надійність металевих конструкцій, унікальних за конструктивним виконанням у будь-якій галузі промисловості. Металоконструкції промислових будівель, елементів суден зварюються такими швами. Шви, що тривало сприймають навантаження при знижених температурах, у тому числі в умовахкрайньої Півночі, теж належать до цієї категорії.
Якість середня. Одна з найпопулярніших категорій і до її складу входить переважна частина різних видів швів, що сприймають розривні зусилля. До її складу включена основна частина з’єднань. Зварні шви корпусів автомобілів – зразок. Ці шви виносять значні за величиною навантаження, але витримують екстремальні умови використання.
Нижче за середнє. Ці шви не завжди є досить якісними, для відповідальних конструкцій їх використання не рекомендовано. Однак ними можна сміливо варити невідповідні металеві конструкції, заощаджуючи при цьому матеріали та енергію.

Інші вимоги до зварних з’єднань
Крім зведення різних вимог до зварювальних конструкцій та зварних швів, вже розглянутих нами, є багато характеристик, які потрібно додатково вивчити до початку виконання робіт. Звичайно, неможливо врахувати всі відмінні риси кожного зварювального процесу в цій статті. Ми радимо кожному індивідуально вивчити БНіП за темами, що викликають особливий інтерес. У нормативних документах є відомості про розміри швів, їхню орієнтацію для різних конструкцій та матеріалів. Рекомендуємо пользоваться нормами не як занудними правилами, а як відмінну допомогу при зварюванні.
Технічні умови виготовлення зварювальних конструкцій
Неможливо організувати зварювальне виробництво без технічного регулювання. Підсумок виробничої діяльності зварювально-складального підприємства будь-яких розмірів залежить від організації праці. Дізнатися всю інформацію про виріб можна з комплекту документації, що входить до складу технічних умов. У ньому розписано технологічний ланцюжок виготовлення виробу від заготівлі до відвантаження на склад або складання. Зазвичай комплект документів складається з креслення на деталь або виріб, технічнийких умов виготовлення та програми виробництва (може бути орієнтовною).
Зупинимося на цьому докладно. Перше – креслення. Точне місце розташування швів можна визначити лише за допомогою креслення, і це свідчить про професійний підхід до зварювального процесу. Головною причиною руйнування складних металевих конструкцій та травмування людей є зварювання, виконане з відступами від нормативних вимог.
На кресленні вказуються відомості про марку сталі, що використовується для виготовлення деталі, особливі вимоги до матеріалу, геометричні параметри заготівлі: довжина, ширина, товщина, типи зварних швів при зварювальних роботах та інше. Перевірку креслення виконує головний інженер, а роботу видається креслення після його затвердження. У разі виявлення відступів та (або) помилок зварювальник (або конструктор) виправляють або виготовляють нове креслення.
А зараз розмова піде про технічні умови, як складову комплекту технічної документації. Відповідно до ГОСТ 15001, технічні умови підбирають, згідно з кресленнями, запланованими умовами використання деталей та набутим досвідом. Простіше кажучи, технічні умови вказують на місце установки, умови застосування деталі, можливість надання негативних наслідків та ін.
Крім того, в технічних умовах встановлюють спеціальні умови використання деталі або вузла за призначенням. Можливо, деталь або вузол не можуть застосовуватись в умовах тривалої дії негативних температур, підвищеної вологості, значних коливань навантажень. Така інформація має бути в техумовах, щоб уникнути ускладнень. Відомі такі типи конструкцій: особливо відповідальні, відповідальні та інші. Умови встановлюються залежно від типу.
“Програма виробництва – це заключний документ, що входить до комплекту тех. документації. Як зазначено вище, програма випуску може бути орієнтовною. У ній встановлюється кількість деталей, що випускаються протягом фіксованого періоду часу. Найчастіше, ці відомості використовують не для підрахунку кількості виготовлених вузлів , а для обґрунтування економічної ефективності та технічної доцільності застосування зварювальних апаратів певного типу.
Процес виробництва включає низку послідовних етапів, які є загальновизнаними та обов’язковими до застосування. У цьому запорука якості, продуктивності та низької собівартості.
Тепер вам відомі єдині норми часу на проведення робіт і правила, які важливо дотримуватись у процесі зварювання. І це лише фрагменти зі знайдених в інтернеті СНиП по зварювальних роботах, які застосовуються при виконанні зварювання та будівництві. З повним текстом документів рекомендуємо ознайомитись докладніше. Ми підібрали актуальні, на наш погляд, документи, дотримання яких дозволить вам підвищити ефективність та якість зварювання.
Обов’язково вивчіть порядок розрахунку витрат часу та комплектуючих і ви кардинально спростите зварювання, виважено оцініть рівень вашої кваліфікації. Не бійтеся напружитися, а просто візьміть і запам’ятайте ключові умови, що пред’являються до зварних швів та матеріалів майбутньої роботи. Для зварювальників новачків з першого кроку потрібно враховувати головні вимоги і регулярно використовувати в роботі. Дотримуйтесь принципу: повторення – мати вчення. Варто поділитися отриманими знаннями в соціальних мережах та залишитиити коментар.