


Іноді на виробництві бувають ситуації, коли необхідно виконати зварювання арматури , рейок або виготовити деталі складної форми (колеса, важелі, обручі). У таких випадках дугове зварювання може просто не впоратися з об’ємом робіт. Зварювальникові доведеться витратити силу-силенну сил і часу на виготовлення одного виробу, а це точно не входить в плани підприємства.

Щоб розв’язати цю проблему можна знайти додаткових висококваліфікованих зварювальників, але тоді підприємство зазнає збитків із-за необхідності їх офіційного оформлення. А можна додати на виробництво всього один комплект нового зварювального устаткування. Для цих цілей чудово підійде стикова зварювальна машина для контактного зварювання . З її допомогою можна виконати великі об’єми робіт без втрати якості. У цій статті ми детально розповімо, що таке контактне стикове зварювання.
Загальна інформація
Контактна зварювання стикова-метод з’єднання металів, суть якого полягає в рівномірному нагріві усього стику обох деталей. Після нагріву деталі щільно стикуються один з одним, тим самим утворюючи нероз’ємне з’єднання. Є два типи контактного стикового зварювання, але про них ми поговоримо пізніше.
Відмітимо, що висока продуктивність зварювання таким методом пов’язана саме із швидкістю утворення з’єднання. При контактному зварюванні метал плавитися швидше і равномернее, тому шов утворюється швидше. Крім того, процес зварювання можна автоматизувати і вбудувати в конвеєр. З цієї причини контактне стикове зварювання часто використовують на серійному виробництві, де потрібна стикова зварювання труб, наприклад.
З’єднання, виконані контактним стиковим зварюванням, відрізняються підвищеною міцністю і довговічністю. Тому таке зварювальне устаткування можна зустріти на виробництві автомобілів, літаків і нафтопроводів. Крім того, якість шва не залежатиме від кваліфікації зварювальника, що зручно на виробництві з нестачею кваліфікованих кадрів.
Технологія
Метод стикового зварювання за допомогою контактного устаткування дозволяє варити найрізноманітніші типи деталей. Вам доступне зварювання сталевих труб, зварювання пластинів встык, зварювання ПНД труб і інше. Але щоб результат зварювання був задовільним треба строго дотримуватися технології.
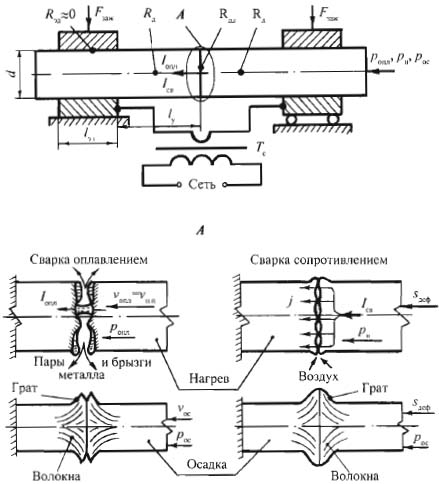
Як ми писали раніше, зварювання стикових з’єднань за допомогою контактного зварювання може бути двох типів-зварювання оплавленням і опором. Далі ми детально розповімо про кожен тип, опишемо процес зварювання і розповімо про основні особливості.
Зварювання оплавленням
Контактне зварювання оплавленням дуже популярне і полягає в тому, що напруга, що подається на обмотки трансформатора, припиняється, як тільки дві деталі зіткнуться. Простіше кажучи, напруга наростає і у момент свого піку якраз припиняється його подання. При цьому теплової енергії вистачає, щоб метал почав плавитися.
На стиках двох деталей завжди є невеликі нерівності, якраз за рахунок їх і відбувається кращий контакт заготівель. Але кращого результату можна досягти, якщо здавити торці, повністю їх вирівняти. Тоді площа зіткнення буде набагато вища. Не треба думати, що при такому зварюванні метал не може нагрітися швидко. Навпаки, в таких умовах він здатний буквально закипіти за лічені секунди.
Під час плавлення утворюються додаткові нерівності, в яких концентрується пари розплавлених металів. Ці пари чинять захисну дію, вони захищають зварювальну зону від негативного впливу кисню. До речі, зусилля або тиск обов’язкове, його прикладають тільки у той момент, коли стики деталей вже трохи розплавилися.
Під час того, як здавлюються дві деталі, зайвий рідкий метал видавлюється за межі, у цей момент утворюється з’єднання двох деталей. Сам шов виходить дуже міцним і якісним, в нім є присутнім мінімум видимих і прихованих дефектів, оскільки усі продукти розкладання і окисна плівка виходить разом з видавленим розплавленим металом. З цієї причини контактна стикова зварювання оплавленням часто використовується на виробництвах з великими партіями продукції.
Також відмітимо, що зварювання оплавленням не вимагає якоїсь особливої обробки або підготовки металу , на відміну від зварювання опором. Не треба готувати торці, а значить і витрачати виробничий час. Краще зробити ще одну або декілька одиниць продукції. Ця перевага також грає велику роль на великосерійному виробництві.
Якщо треба зварити деталі, у яких різний переріз, тобто одна хитрість. Ви можете заздалегідь зробити протилежні скоси. Таким чином ви поліпшите контакт між заготівлями, збільшивши їх площу зіткнення. А під час нагріву заготівлі набудуть нормальної форми.
Пару слів хочемо сказати про попередній нагрів деталей. Ми не рекомендуємо використати цей метод в повсякденній практиці, оскільки він просто відніме час, а продуктивності не додасть. Прогрівайте тільки великогабаритні деталі, наприклад, рейки. Тоді це буде виправдано.
Є декілька способів виконати зварювання оплавленням максимально швидко і якісно. Ми дамо декілька простих рекомендацій. Спочатку треба зістикувати деталі повільно, щоб між ними поступово утворився контакт. У такі моменти метал досить швидко нагрівається і починає виділяти пари. Потім треба розвести деталі. У цей момент тепло починає поширюватися по усій поверхні заготівель.
Далі знову стикуємо деталі. Чекаємо, поки вони повністю нагріються. В результаті отримуємо якісне з’єднання. Головне-виконувати усі маніпуляції без великих перерв.
Зварювання опором
Контактне зварювання опором кардинально відрізняється від зварювання оплавленням. Тут заготівлі притискаються губками безпосередньо до електродів. Так вдається добитися хорошого електричного контакту, а губки у свою чергу надійно утримують деталі, перешкоджаючи їх ковзанню.
Далі деталі щільно притискають один до одного і подають зварювальний струм, який починає нагрівати метал. Метал повинен розігрітися до тієї температури, коли він придбаває пластичні властивості. Деталі під тиском з’єднуються один з одним, зайвий розплавлений метал видавлюється, а разом з ним йде і окисна плівка.
Тиск не припиняють, поки метал не охолоне і не утвориться тверде з’єднання. Щоб виконати таке зварювання метал треба заздалегідь зачистити і обробити. Також врахуйте, що деталі, зварені опором, мають меншу стійкість до окислення в процесі експлуатації, що звужує сферу застосування. Також контактне стикове зварювання опором машини підходить тільки для зварювання деталей з невеликим перерізом. Тому її рідко використовують на великих виробництвах. Але її все ще можна зустріти в невеликих цехах з маленькими накладами продукції.