



Що таке “інвертор”?
Технологія зварювання інвертором має на увазі обов’язкове використання цього пристрою для роботи. По своїй суті інвертор є пристроєм, який перетворює змінний струм з нашої звичайної розетки 220 у в постійний, при цьому змінюючи частоту. Плюс ще і в тому, що таке серйозний пристрій дуже економно витрачає вашу електроенергію і помітно не змінює показник напруги. Існує апарати-інвертори, які працюють при напрузі 380 В. Зварювання трьохміліметровим електродом буде можлива і при напрузі 170 В. Але це краще перевірити в інструкції з експлуатації конкретного виду інвертора. Така низька напруга зазвичай характерна для сіл, невеликих селищ.
Візуально апарат є металевою коробкою, з індикаторами деяких показників: перегрівання і живлення, іноді є грати для кращого охолодження вмісту, з ременем для зручного перенесення і ручкою. Вага приблизно 3-6 кг. На інверторі є ручка, що регулює зварювальний струм, два отвори для кабелів-плюс і мінус. Один використовується як прищіпка для деталі, другої,-для утримувача електроду. Рекомендується придбавати інвертор з кабелями потрібного розміру. Іноді вони виявляються занадто короткими. Також кабелі мають бути максимально гнучкими для зручності.

Як вибрати зварювальний інвертор? Досить просто. Ціни на інвертори цілком демократичні. Але ціновий діапазон є присутнім. Купувати найдорожчий-не кращий варіант для людини, що тільки пізнає ази зварювання інвертором. Працювати зварювальним інвертором виробника Ресанта зручно і продуктивно.
Відповідаючи на питання як користуватися зварювальним інвертором, як правильно варити зварювальним інвертором і як навчитися варити зварювальним інвертором передусім треба сказати про наступне. Перед тим, як правильно варити инверторным зварювальним устаткуванням обов’язково уважно прочитайте як варити зварювальним інвертором конкретного виробника. Можна кілька разів. Принцип роботи у інверторів один і той же, але в інших показниках безліч відмінностей, які не викладеш ні в одному універсальному посібнику із зварювання.
Як зварювати деталі? Основні прийоми і секрети для початківців.
Як варити зварювальним інвертором знає будь-який зварювальник. Инверторне зварювання у своїй основі має цілком собі класичний принцип. Метал інвертором зварюється від високої температури електричної дуги. Щоб між електродом і металевою деталлю з’явилася дуга, їх треба підключити до різних полюсів. Вибір плюса або мінуса для електроду і металу залежить від того, якої товщини деталь, що підлягає зварюванню.
Існує розділення на пряму і зворотну полярність або електрод-плюсову і електрод-мінусову. Останнє найменування різновидів полярності зрозуміліше. При прямій або електрод-мінусовій полярності зварювальний електрод підключається до мінуса (маси), а зварювана металева деталь – до плюса. Якщо поміняти їх місцями, буде зворотна полярність або электрод-положительная.

Між цими двома видами з’єднань існує різниця. Зварювальний електрод або деталь для зварювання нагріватимуться більше, якщо до них приєднати позитивний заряд. Це відбувається тому, що електроди в дузі переміщаються від мінуса до плюса, що робить температуру плюса більш високою. При зварюванні труб товстіших ніж 3-х мм, доцільніше буде підключити до труби позитивний заряд. Труби такої товщини треба значно “розігріти” для отримання хорошого шва. Тому, приєднавши плюс до труби, метал краще розплавиться, шов буде якісним і міцним. Якщо труба з тонкого металу, то позитивним зарядом її можна “спалити”, привівши тим самим в непридатність. Тому, краще до неї під’єднати мінус.
Що таке зварювальний шов і як його зробити?
Зварювальний шов є ділянкою зварного з’єднання, що утворилася в результаті кристалізації розплавленого металу. Зварювальний електрод є металевим стержнем, серцевиною, яка покрита спеціальним покриттям, яке не дає кисню потрапити в область зварювання (зварювальну ванну). Стержень робиться із струмопровідних металів, щоб електричний струм поступав безпосередньо до зварюваної деталі.
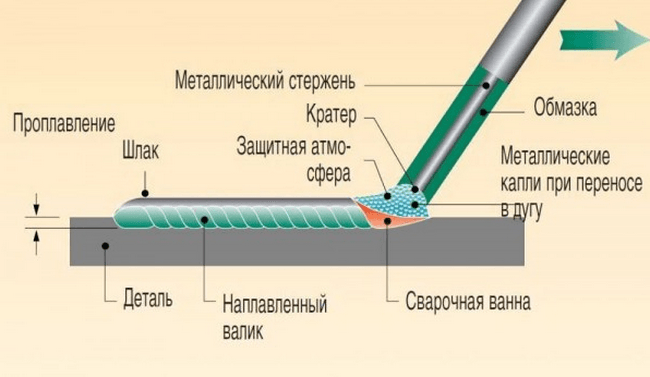
Процес створення електричної дуги є з’єднанням металевого стержня електроду з виробом. Спеціальне покриття навколо стержня електроду починає горіти і плавиться. При плавленні покриття виділяються гази, які оточують зварну ванну, захищаючи метал від кисню в процесі зварювання. Розплавлене покриття наступним шаром захищає тільки що розплавлений метал від кисню після зварювання. Цей шар розплавленого покриття називається шлаком.
Сам процес з’єднання металу має ще більше нюансів. Щоб отримати якісний шов, два зварювані шматки металу треба нагрівати до однакової температури. Метал має бути розплавлений на однаковій відстані від краю обох виробів. Оскільки електрод плавкий, при зварюванні його частки “зміщують” дугу ближче до шва, тому треба постійно наближати утримувач ближче до виробу.
Щоб шов вийшов ширше, треба “вимальовувати” їм в процесі зварювання різного роду малюнки: круги, зигзаги і інші. Навчиться робити це з першого разу все одно буде непросто, хоч у зварювального інвертора і не “скаче” дуга.
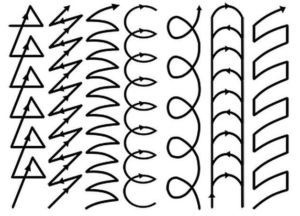
Рухи електроду при зварюванні інвертором
З чого почати зварювання металу інвертором?
Як користуватися зварювальним інвертором? Спочатку треба потурбуватися про безпеку. Для зварювання треба придбати маску, закриті черевики і рукавички з товстої шкіри, щільний одяг. Ваше обмундирування повинне вас захищати від іскр. Окрім засобів індивідуального захисту, треба потурбуватися про безпеку людей, що оточують вас, і предметів. Якщо ви збираєтеся “варити” будинки або в інших місцях, де можуть з’явиться люди без спеціального захисту, слідує їх про це попередити. Якщо це все-таки сталося-негайно припините зварювання. Очистьте простір навколо місця зварювання від зайвих предметів, легкозаймистих предметів і рідин, які можуть спровокувати пожежу або вибух. Роботу треба виконувати на спеціальному настилі з дерева в цілях унеможливлення поразки струмом. Забезпечте наявність відра з піском поряд з вами. Правильна робота із зварювальним устаткуванням дорівнює безпечній роботі .

Метал, який ви збираєтеся “варити”, має бути підготовлений. Його необхідно очистити від зайвого: іржа, фарби. Кромки мають бути оброблені розчинником. На них не повинно бути залишків жиру або фарби.
Далі підключаємо куди необхідно зварювальні кабелі, вибираємо потрібний електрод, виставляємо величину струму. У таблиці нижче вказано як підібрати потрібний електрод. Діаметр електроду залежить від товщини виробу, підмета зварюванню. Приведені рекомендовані значення.
Як користуватися зварювальним інвертором?
Не поспішайте! Кваплячись зробити шов, ви, швидше за все, отримаєте неякісне з’єднання.
В процесі зварювання величину струму можна і треба міняти, якщо це потрібно. Якщо ви бачите, що при створенні шва виходять не валики, а щось типу розмитих ліній, то слід збільшити струм. Якщо ж валики такі величезні, що стає складно пересувати электрододержатель, показник струму зменшуємо.
Якщо ви використовуєте не лише що придбані електроди, а ті, які були на зберіганні деякий час у вологих місцях, то їх необхідно висушити близько двох-трьох годин при температурі приблизно2000 градусів.
Розпалити дугу можна двома способами:
-несколько разів ударити кінчиком електроду об виріб;
-применить спосіб, аналогічний розжигу сірника.
Щоб призвичаїтися прокладати шов, спочатку можна відмітити на металі передбачувану лінію. Відмітьте так, щоб вам було вона чітко видно. Далі розпалюємо дугу, і направляємо її до відмітки до упору. Там починає плавиться метал і усе це покривається шлаком, як було сказано вище. Це і є зварювальна ванна, це її треба рухати, “вимальовує” малюнки, як показано на малюнку вище.
Рухати зварювальну ванну електродом треба під певним кутом. Існує дві відмінності як зварювати деталі: під кутом вперед і під кутом назад. Перший вид дозволяє варити з меншою теплотою, що чудово підходить для тонких металів. Відповідно, другий вид зварювання характерний для товстих металів.

Окрім усіх вищезгаданих показників слід дотримуватися ще і оптимальної довжини зварювальної дуги. Ця та відстань від закінчення електроду до деталі. Коротка, середня і довга. Коротка-1 мм, середня-2-3 мм, довга-5 і більше мм, до повного відриву і зникнення дуги. Для новачка оптимальною довжиною вважається середня дуга. При довгій дузі метал нагрівається недостатньо тому що вона “скаче”, шов буде не якісним. При зварюванні короткою дугою з’являються занадто опуклі валики, прогрівання біля них мало, це може спричинити появу підрізів (канавки уздовж шва). Це робить шов також неякісним.
Якщо шов вийшов з дефектами-не засмучуйтеся, ще можна його підправити. Для цього треба видалити область неякісного шва і “зварити” ще раз. Або “підлатати” цю область.
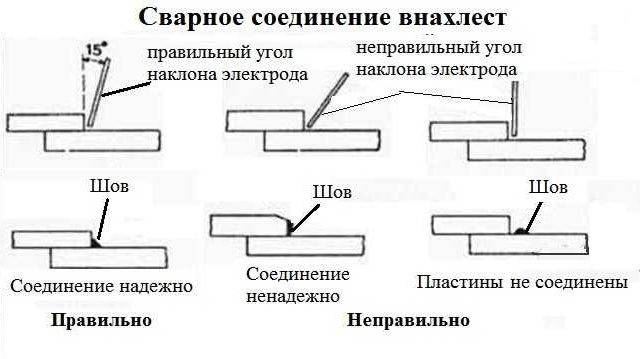
Зварювання інвертором для початківців тонкого металу характеризується наявністю основними видами: встык і внахлест. Для новачків простіше варити внахлест, є гарантія, що ви не приварите метал до столу. Зварювання тонкого металу встык має безліч складнощів і особливостей при використанні інвертора. Частіше для цього використовують зварювальні напівавтомати, які особисто для себе зазвичай ніхто не придбаває. Користуватися инверторным зварювальним апаратом початківцем зазвичай ризиковано.
Отже, це основна інформація, самовчитель і правила, яких треба знати і дотримуватися, якщо ви вирішили дізнатися, як варити метал зварювальним інвертором. Зварювання для початківців, звичайно, характеризується початковими невдачами. Спочатку треба буде навчиться здійснювати кожен етап роботи кілька разів, щоб довести його до належного рівня. Доведеться тренуватися, використати безліч “пробних” електродів, шматків металу, навчитися добре і з першого разу розпалювати дугу. Але, погодитеся, це невелика ціна за можливість дізнатися, як навчитися правильно варити зварювальним інвертором самостійно з нуля і економити на послугах спеціалізованих компаній. Техніка зварювання інвертором досить прозора і проста. Пройшовши усі пробні етапи і засвоївши уроки по зварюванню інвертором для початківців, ви самостійно зможете без зайвих проблем робити зварювання.