


У світі мають велику популярність вольфрамові електроди. Вони широко використовуються при роботі з алюмінієм, нержавіючою сталлю та різноманітними кольоровими металами.
Для отримання швів високого професійного рівня рекомендуємо використовувати вольфрамовий електрод та захисний газ. Досвідчені майстри використовують у своїй роботі велику різноманітність методів та технік. Недостатньо знати і використовувати лише один спосіб зварювання.
Існують досить цікаві не складні способи, що дозволяють підняти ефективність роботи. Одним із них є заточування електродів. Нижче ми розповімо, навіщо існує і широко застосовується ця технологія, і як рекомендовано точити вольфрамовий електрод.
ЗАГАЛЬНІ ВІДОМОСТІ
Вольфрам вважається одним з найбільш туго плавних металів, що використовується у виробництві електродів. Вольфрам починає плавитися при температурі від 3000 градусів.
У повсякденній роботі зі зварювальним апаратом, зазвичай, такі температури не застосовуються. На підставі цих даних прийняти вважати вольфрамові електроди такими, що не плавляться. При дії високих температур вони фактично зберігають первинну форму, розмір та діаметр.
Все ж таки існують способи, що дозволяють змінити первинну форму і розмір вольфрамового електрода. А, саме цього можна досягти при розпалюванні дуги або при створенні самого шва. Електрод може поступово скорочуватися, при контакті з металом. Цей процес може бути першопричиною непровару металу.
“Існують прості, але дуже ефективні способи, що дозволяють впоратися з цим небажаним моментом. А саме, для підвищення рівня проплаву майстра заточують вольфрамовий електрод. Він у свою чергу створює оптимальні професійні шви.”
ЯКИМ СПОСОБОМ, МОЖНА ЗАТОЧИТИ ЕЛЕКТРОД
Існують та застосовуються відомі методи. Одним із них є заточування вольфрамових електродів із застосуванням спеціальної пасти, цей метод прийнято вважати хімічним. Також широко використовується майстрами механічний метод. Для нього знадобляться інструменти.
Для цього методу використовують ручну машинку, але частіше майстри використовують верстат для заточування вольфрамових електродів. Використання даних способів призводить до підвищення ефективності та якості виконуваної роботи. Існують дві, найбільш використовувані працюючими майстрами форми заточування.
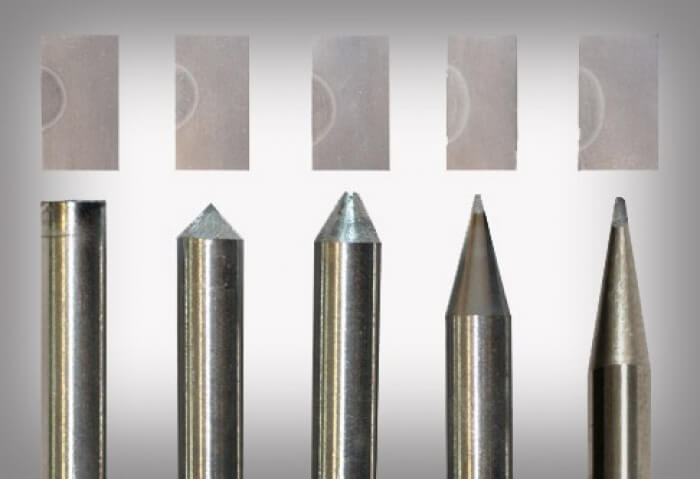
Заточування може мати форму сферичного або конічного заточування. Сферичну заточку частіше використовують для роботи зі зварювальним апаратом постійним, безперебійним струмом.
Деякі майстри помітили, що великих та суттєвих відмінностей немає, між роботою вольфрамовими електродами з різною формою заточування, однак, відмінності існують. Особливо у випадках професійного виконання роботи. Ось формула: Ø*2
Припустимо, що діаметр електрода 3 мм, то довжина загостреної частини дорівнюватиме 6мм. Так можна розрахувати власний діаметр.
Майстри рекомендують після завершення заточування злегка затупити кінець отриманого електрода, провівши їм по жорсткій площині. Не маловажною особливістю є кут заточування вашого електрода. Для нього необхідно вибрати і підібрати розмір зварювального струму, що подається.
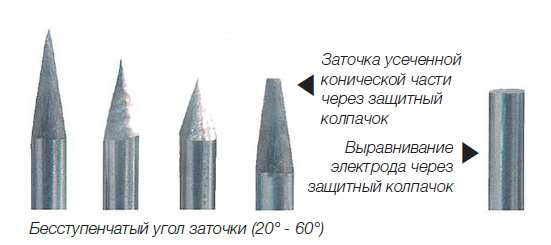
“Якщо майстер працює на малих оборотах зварювального струму, що подається, то для заточування буде допустимо кут в 10-20 градусів. Більш відповідним кутом, є кут в 20 градусів. Якщо буде потрібно кут 2 – або 40 градусів, то рекомендовано використовувати трохи вище рівень струму, що подається, ніж низький.
У випадках роботи майстра з високою силою струму, що подається, то в результаті може вийти кут заточування від 40 до 120 градусів. Але майстри, що працюють і мають досвід, не рекомендують робити стрижень більше 90 градусів.
ПІДСУМК
Ми докладно розкрили питання про вольфрамове заточування стрижня. Розповіли про існуючі способи заточування, нюанси та особливості в роботі. Сподіваємося, що отримана інформація послужить для вас першим кроком у розвитку та просуванні, розумінні того, що таке вольфрамове заточення.