


Нижче ми опишемо основні варіанти зварювання такої металоконструкції як швелер. Усі чудово розуміють, що використовується швелер переважно для силових конструкцій. А отже, до зварних швів повинні пред’являтися підвищені вимоги. Порушення технології зварювання може призвести до катастрофічних наслідків, якщо це стосується несучих конструкцій. Тому такі шви повинні бути міцними та надійними.
Оскільки конструкція швелера виконана п-подібною, існують певні особливості та нюанси зварювання у стик або з використанням накладок.
Технології зварювання

Поряд з безліччю варіантів зварювання швелера ми опишемо найчастіше використовувану. Її застосування повністю виправдане якістю зварених швів.
Електричне дугове зварювання

Застосування – це технології знайшло своє поширення в рахунок зручності використання, а також особливостей зварювального обладнання, яке можна використовувати безпосередньо на будівельній ділянці або виконуючи роботи на висоті. В даний час широкий асортимент обладнання та витратних матеріалів у вигляді електрода сприяє застосуванню електродугового зварювання.
Тому що ми вже визначилися, що зварювання швелера – це категорія відповідальних конструкцій. Необхідно підібрати відповідні для проведення таких робіт електроди. У варіанті ручного електродугового зварювання вибирають електроди, до складу яких входять легована сталь. Це сприяє отримуванню швів з виконанням вимоги витримувати навантаження на розрив.
Найчастіше вибирають електроди марки УОНІ. Так як покриттю таких електродів властива гігроскопічність, нерідко рекомендують перед їх використанням проколювати печі при температурі порядку 250С. Ця процедура сприяє виведенню зайвої вологи.
Щодо підготовки металу перед зварюванням все стандартно. Поверхню зачищають, видаляючи бруд, залишки фарби, корозії. Щодо струму, перевага віддається постійному зі зворотною полярністю. Окремо рекомендують не застосовувати електродугове зварювання конструкцій, які будуть піддаватися низьким температурам (нижче – 40°С).

Варіанти з’єднань
Є кілька способів з’єднання швелерів.
Встик

Даний тип з’єднання не тільки простий, а й дуже поширений. Нерідко він практикується як випробування для новачка. Такий тип з’єднання не призначений для відповідальних конструкцій. Сам механізм зварювання полягає в накладенні шва з однієї зі сторін швелера (як внутрішньої, так і зовнішньої). При зварюванні з внутрішньої сторони приділяють додаткову увагу гарному проварюванню.
Обробка кромок виконується у разі проведення зварних робіт зі швелером товщиною понад 5 мм. Найчастіше це V-подібна обробка з кутом 30 градусів.
Коли ви приступаєте до зварювання, приділіть достатньо уваги стикування швелерів. Краще проводити центрування спеціальними пристроями, а не просто на око. Тому що часто такі конструкції мають більшу довжину, і нерівно стиковані елементи призводять до великих відхилень. Полегшує завдання використання точкової прихватки.
Виконання шва виконується не від краю до краю, а від центру до країв. Саме зварювання в стик не забезпечує необхідної міцності конструкції, тому вдаються до використання додаткових накладок. Докладніше про використання таких накладок нижче.
З використанням накладок
Як вище було зазначено, застосування накладок дозволяє значно посилити конструкцію з’єднання. Накладку застосовують з того боку, де виконують зварювання. Розміри та товщину накладки вибирають пропорційно розмірам самого швелера. Проварюють таку накладку з обох боків.
У разі вибору розміру накладки керуються наступним. Довжину накладки підбирають виходячи з 1/5 довжини швелера. Товщина такої накладки має відповідати товщині самого швелера. Обов’язково застосовують дві накладки на кожну сторону швелера, при чому зовнішня накладка виконується довше за внутрішню.
В коробку
Насамперед варто сказати, що це з’єднання використовується практично нечасто. Виконується воно за технологією встик, проте є складнішим. Швелери розташовуються полицями всередину. До моменту початку робіт обидва швелери закріплюються між собою.
Перед виконанням зварювальних робіт слід підготувати метал та виконати його зачистку.
Рекомендується виконувати таке з’єднання з обов’язковим обробленням кромок. Як вже було сказано, швелери до початку зварних робіт мають один навпроти одного симетрично і фіксують струбциною. Виробляють зварювання від середини до країв.
Варто відзначити, що зварювання швелерів у такий спосіб потребує необхідних умов роботи. Воно не може виконуватися на будівельному майданчику, а тим більше на висоті. Зварювання виконується з горизонтальним розташуванням швелерів. Якщо потрібно збільшити міцність конструкції, також вдаються до наварювання накладок.
Щоб отримати якісно зварену конструкцію, необхідно виконати рекомендації вище. Якщо ви поставитеся до такого з’єднання з зневагою, результат не коштуватиме витрачених сил та матеріалів.
З’єднання зі зміщенням
“Найскладніше з’єднання швелерів, яке складається з компонування стикового, кутового та поздовжнього з’єднання. У виробничих масштабах таке з’єднання виробляють кілька робочих. Особливістю зварювання може бути зварювання між собою різних розмірів швелерів.”

При компонуванні необхідної схеми зварювання встик може здійснюватися одним зварювальником. Якщо виконується зварювання кутового, потрібна додаткова допомога. Порядок зварювання виконується від ділянки із найбільшою товщиною до найменшої.
На що звернути увагу
Описані методи з’єднання найчастіше використовуються. Але слід зважити, що на практиці використовується не один метод, а кілька. Все залежить від типу металоконструкцій. В одній конструкції може бути кілька видів з’єднань. Разом із з’єднанням у стик, часто компонуються з’єднанням із накладками. Більш важливим є розрахунок на міцність конструкцій зі швелера.
“При виконанні робіт рекомендуємо діяти методично та дотримуватися технології.”
Виконуйте все в потрібній послідовності – зачистка, обробка кромок, фіксація деталей, зварювання. Не нехтуйте правилами та рекомендаціями ГОСТів. Вони чітко регламентують послідовність дій та тих чи інших особливостей.
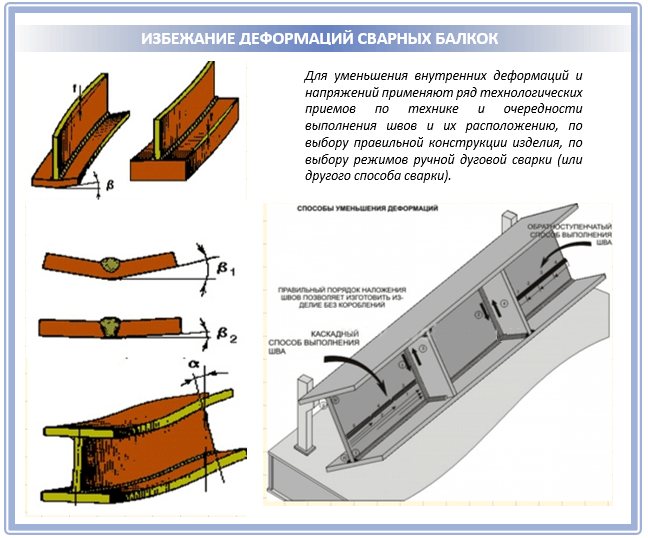
Як уже було сказано, варити починають від найтовстішої частини і продовжуючи до країв. Рекомендуємо ставитися до шва, що виконується, як до дефекту. Ви повинні усвідомлювати, що зварний шов знижує характеристику міцності виробу на 10 відсотків. Ви повинні виконати його так, щоб характеристика міцності погіршилася не більше, ніж 5%.
Режим роботи зварювального обладнання вибирають згідно з ГОСТом і технічними рекомендаціями по відношенню сили струму до виду металу і його товщини. Також враховуйте особливості апарату, яким виконується робота. При електродуговому зварюванні стежать за швидкістю шва, оптимальне її значення при використанні напівавтомата становить 30 см / хв.
“Погляньте, як зварюються швелери на стійки воріт:”
Висновки
Ми розглянули рекомендації щодо виконання зварювання конструкцій зі швелера. З викладеного можна дійти невтішного висновку, що це операції проводити нескладно. Необхідно правильно та методично підходити до виконання роботи, а саме готувати поверхні до зварювання, правильно стикувати та дотримуватись технології виконання шва. Але недостатньо знати теорію, необхідно практикуватися і отримувати досвід. Набиваючи руку, ви досягнете найвищої майстерності.