



Тепер метал не пропалюється, а шов виходить рівним
Щоб досягти якісного зварного з’єднання під час роботи з інвертором постійного струму, потрібно вміти користуватися налаштуваннями. Слід знати, що навіть бюджетний інвертор має не лише силу струму, а й полярність, на яку багато хто не звертає жодної уваги.
За замовчуванням найчастіше стоїть пряма полярність, тому багато хто, працюючи роками, навіть не підозрює про те, що може бути навпаки. І якщо у вас така сама проблема, як і у мене, колись із пропалами тонкого металу, то знання, представлені в цій статті, допоможуть вирішити проблему.
Що таке полярність інвертора, і якою вона буває
Зварювання інвертором на постійному струмі передбачає перемикання плюса та мінуса для вибору полярності. На відміну від звичайного трансформатора, де немає полярності, зварювальний інвертор можна підключити різними способами.
Для цього досить до плюса приєднати тримач електрода або навпаки, і ось полярність при зварюванні вже змінена. Розглянемо докладніше, як, коли та яку, слід вибирати полярність.
Залежно від того, куди йтиме плюс, на масу або електрод, розрізняють наступну полярність:
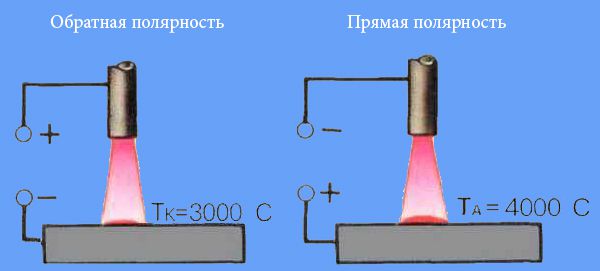
- Пряма полярність – до плюсового гнізда інвертора приєднується кабель маси, а до електрода підводиться мінус. При такому способі підключення інвертора, анодна пляма, що має більшу температуру, припадає на метал;
- Зворотна полярність – до мінусового гнізда інвертора приєднується кабель маси, а до електрода підводиться плюс. Анодна пляма цього разу утворюється на кінці електрода, що сприяє більшому прогріву і плавленню.

Як було сказано раніше, багато хто варить інвертором, який був підключений «за замовчуванням», тобто в режимі прямої полярності. Так було і в мене, доки я не дізнався, що таке полярність і як її правильно міняти. Тепер при зварюванні тонкостінних заготовок немає пропалів, а зварний шов виходить гладким і красивим.
Коли варити на прямій, а коли на зворотній полярності?
Вище було сказано про те, що анодна пляма, яка має великі температури, утворюється за рахунок підключення плюса. Під’єднуючи електрод до плюсової клеми інвертора, ми отримуємо зворотну полярність, де досвідчені зварювальники варять тонкостінний метал.

Справа в тому, що при зварюванні на зворотній полярності пропали металу практично виключені, за рахунок того, що заготівля практично не перегрівається. Більше нагрівання припадає саме на кінчик електрода, і якщо вміло цим користуватися: варити з відривом і давати остигати металу, то пропалів не буде.
Також важливо вибрати невеликі електроди для зварювання, діаметр яких би не перевищував 2 мм. Можна, звичайно ж, варити тонкостінні заготовки та електродом 3 мм, але тоді ймовірність виникнення пропалів сильно зростає. Крім того, потрібно правильно вибрати відповідну величину зварювального струму. Для електродів 1,6-2 мм, потрібен струм трохи більше 60А.

Отже, три головні правила, щоб не марнувати метал полягають у виборі зворотної полярності, а також невеликого діаметра електрода та сили струму на інверторі.