



Чому відвалюється зварювання – що робити при непроварах металу?
Багато хто стикається з тим, що при покупці зварювального інвертора виникають різні проблеми при зварюванні. Найпоширеніші з них, це пропали та непровари металу.
Про першу проблему вже йшлося раніше. Тому зупинимося на другій, яка пов’язана із непроварами. Непровар – це дефект, при якому металеві частини заготовки недостатньо проварюються.
Начебто на вигляд все нормально і метал проварився. Однак якщо докласти зусилля на зварне з’єднання, то воно відразу розвалюється. Через що відвалюється зварювання і як із цим боротися читайте в цьому огляді.
Відвалюється зварювання – причини, що робити?
Відвалюватися зварювання може з різних причин. Не виключенням цього є і помилки зварювальника на момент виконання робіт. Наприклад, найпоширеніша помилка полягає в тому, що зварювальник тримає кінець електрода далеко від поверхні металів, що зварюються.

В результаті цього зварювальна дуга начебто і горить, але не має належного впливу на метал. До нього долітає тільки шлак, у результаті зварювання і розвалюється на частини, після постукування молотком по зварному з’єднанню.
Також причинами виникнення непроварів можуть бути:
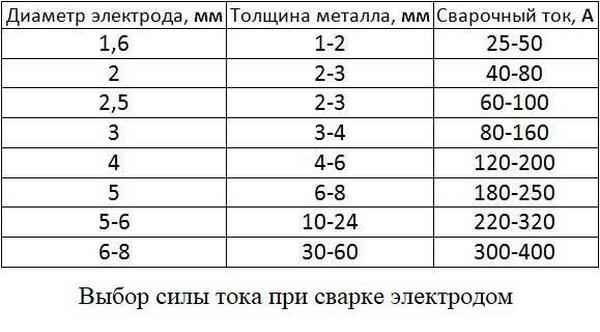
- Недостатній зварювальний струм. Струм зварювання підбирається таким чином, щоб добре проварити метал. Спочатку зварювальник повинен визначитися з тим, який по товщині з’єднується метал, потім вибрати відповідний діаметр електрода, і лише після цього визначатися з правильним значенням зварювального струму.

Щоб спростити це завдання, зварювальникам-початківцям можна використовувати готові таблиці підбору зварювального струму. Таким чином, можна точніше підібрати значення струму для зварювання, не маючи належного досвіду в цьому.
- Недостатня підготовка металу. Причини, через які відвалюється зварювання, можуть полягати і в недостатній підготовці металу перед зварюванням. Якщо метал іржавий і брудний, то це призведе до появи пір у зварювальному шві. Не треба бути фахівцем, щоб здогадатися про те, що висока пористість зварювального шва робить його менш міцним.
Також на пористість впливає якість витратних матеріалів для зварювання. В даному випадку електродів з покриттям. Сирі та неякісні електроди можуть вплинути на пористість та зменшувати механічну міцність зварного з’єднання.

З цієї причини рекомендується вибирати тільки якісні зварювальні електроди і не забувати про те, що після тривалого зберігання електроди вимагають.прокалювання при температурі 200-250 градусів (час і температура може відрізнятися для різних електродів).
Правила зварювання металів
Причини, через які відвалюється зварювання, часто трапляються і з вини самих зварювальників. Звичайно ж, тут важливу роль відіграє досвід, який відсутній у зварювальників-початківців або любителів.
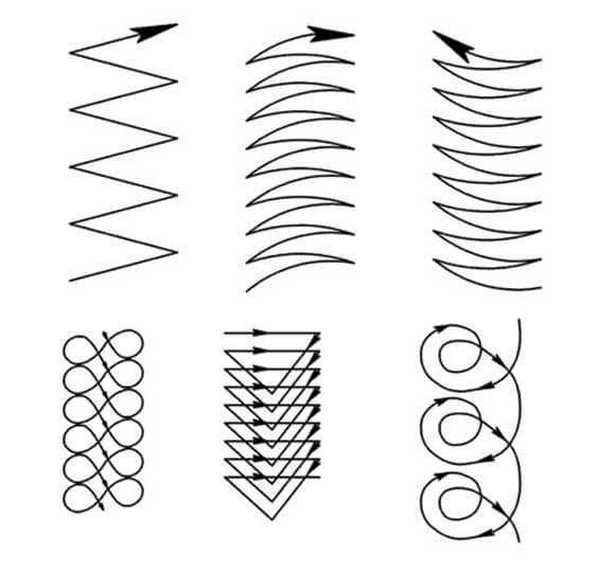
Отже, переміщати електрод найкраще «змійкою», поступово підплавляючи то одну, то іншу крайку металу. При цьому краплі розплавленого металу повинні рівномірно переноситися на обидві заготовки.
Важливим моментом є утримання мінімальної дуги від поверхні металу. Довжина зварювальної дуги повинна становити 2-3 мм, що гарантуватиме хороший провар навіть найтовстішого металу.

Ну і, звичайно ж, не слід забувати про те, що варити товстий метал найкраще на прямий полярності. Для цього до металу підводиться плюс зварювальний апарат, а до електрода мінус.