


Gas metal arc welding (GMAW) is a welding process that uses a continuous wire electrode and shielding gas that is fed to the weld seam by a welding torch. The electric arc discharge between the wire and the base metal creates heat that melts the metal. The shielding gas protects the molten weld pool from harmful atmospheric gases.

GMAW welding is very similar to semi-automatic welding (MIG), as both use a continuous wire electrode and shielding gas. The difference is that GMAW welding can use different types of gases and metal transfer methods, while semi-automatic welding usually uses carbon dioxide and a short-circuit method.
History of GMAW welding
GMAW is short for Gas Metal Arc Welding, which means arc welding with a consumable electrode in a shielding gas environment. This type of welding was invented in 1948 by American scientists James F. Mundy and Russell Meredith, who worked for Northrop Aircraft. They developed a way to weld aluminum using an inert gas such as argon, which protected the molten metal from oxidation. This welding method was called MIG (Metal Inert Gas) or GMAW-1.
In 1953, French scientist Leon Malard improved the GMAW process by using a semi-inert gas such as carbon dioxide, which not only protected but also cleaned the weld pool. This welding method was called MAG (Metal Active Gas) or GMAW-2. It made it possible to weld steels with greater speed and quality.
In the 1960s, new methods of metal transfer in GMAW were developed, such as spray, short-circuit, pulse-spray and others, which provided greater flexibility and adaptation to different conditions and requirements. New types of shielding gases and welding wires were also developed to weld different materials and alloys.
Since then, GMAW welding has become one of the most common and efficient welding methods used in various industries, such as shipbuilding, automotive, mechanical engineering, aerospace, and others.
What is the difference between GMAW and MIG?
GMAW and MIG are two different names for the same welding process that uses a consumable wire electrode and shielding gas. However, sometimes the term MIG is used to refer to a subtype of GMAW that uses an inert gas such as argon or helium to weld non-metallic materials such as aluminum or copper. In this case, GMAW may have another subtype called MAG (Metal Active Gas), which uses a semi-inert gas such as carbon dioxide or a mixture of gases to weld steels.
The main difference between MIG and MAG is that MIG welding produces a cleaner and more stable weld because the inert gas does not chemically react with the molten metal. However, MIG welding also requires more gas consumption and a cleaner metal surface, which increases the cost of the process. MAG welding, on the other hand, allows welding of dirtier or oxidized metals because the semi-inert gas stabilizes the arc and cleans the weld pool. However, MAG welding can also result in more spatter, filler metal and deformation.
Where is GMAW welding used?
GMAW welding is used to join various metal materials such as steel, aluminum, copper, nickel, titanium, and others. GMAW welding has many applications in various industries, such as
- shipbuilding, automotive, mechanical engineering, aerospace, where strong and clean welds are required;
- energy, oil and gas, chemical industry, where welds are required to withstand high temperatures, pressure and corrosion;
- construction, installation, repair, where welds are required to withstand loads, shocks and vibrations;
- hobbies, art, design, where welds with aesthetic appearance and creative potential are required.
GMAW welding is a versatile, economical and fast welding process that can be manual, mechanized or automated. GMAW welding can be operated in different modes, using different types of gases and metal transfer methods, which provides flexibility and adaptation to different conditions and requirements
Types of GMAW welding
GMAW welding can be divided into different types, depending on the type of shielding gas and the method of metal transfer. The main types of GMAW welding are as follows:
- MIG (Metal Inert Gas) is a type of GMAW welding that uses an inert gas such as argon or helium to weld non-metallic materials such as aluminum or copper. It produces a clean and stable weld, but requires higher gas consumption and a cleaner metal surface.
- MAG (Metal Active Gas) is a type of GMAW welding that uses a semi-inert gas, such as carbon dioxide or a mixture of gases, to weld steels. This allows for welding of dirtier or oxidized metals, but can result in more spatter, powder, and deformation.
- Depending on the method of metal transfer, GMAW welding can be drip, short-circuit, spray, or pulsed spray. Each method has its own characteristics, advantages and limitations, depending on power, wire feed speed, gas type and material.
The main methods of metal transfer in GMAW
This is an important parameter that affects the quality and characteristics of the weld. Here is a description of them:
- The drip method is a method in which the molten metal passes from the electrode to the weld pool in the form of individual droplets that come off the electrode under the influence of surface tension. This method is used at low power and wire feed speeds, as well as when welding thin sheet materials. This method produces a shallow penetration depth, low welding speed and high weld quality.
- The short-circuit method is a method in which the molten metal passes from the electrode to the weld pool in the form of a jet, which is interrupted by short circuits between the electrode and the weld pool. This method is used at medium power and wire feed speed, as well as when welding in vertical and overhead positions. This method produces an average penetration depth, average welding speed and good weld quality.
- The spray method is a method in which the molten metal passes from the electrode to the weld pool in the form of small droplets that are sprayed from the electrode under the influence of electromagnetic force. This method is used at high power and wire feed speeds, as well as when welding thick materials. This method provides a large depth of penetration, high welding speed and high quality welds.
- Pulsed spray welding is a method in which molten metal passes from the electrode to the weld pool in the form of small droplets that are sprayed from the electrode under the influence of an alternating electromagnetic force. This method is used at high power and wire feed speeds, as well as when welding various materials and positions. This method provides a large penetration depth, high welding speed and high weld quality, as well as better control over the process.
How the GMAW welding process works
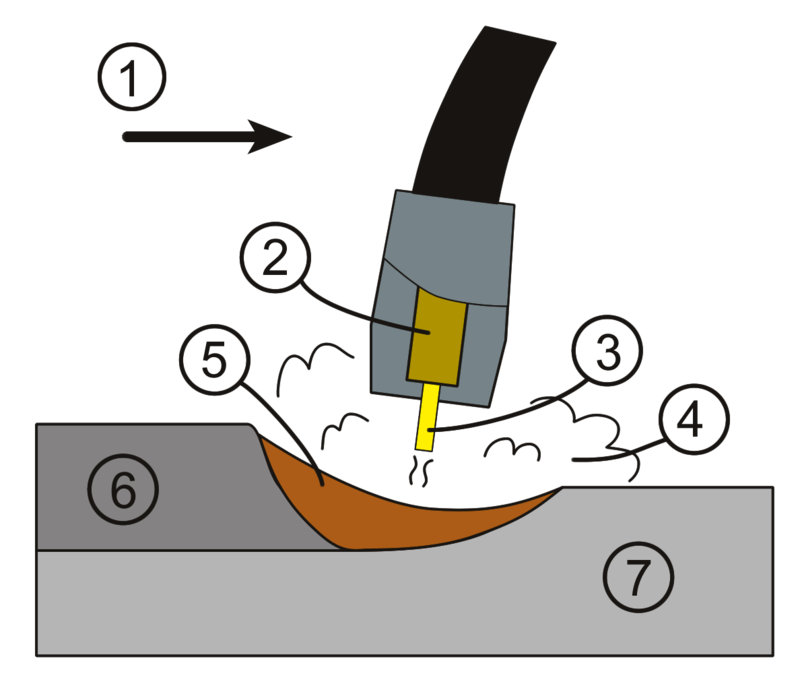
The GMAW welding process works like this:
- A welding torch delivers a consumable wire electrode, shielding gas and electric current to the weld seam.
- The electric arc discharge between the wire and the base metal creates heat that melts the metal.
- The molten metal mixes with the molten electrode to form the weld pool.
- Shielding gas protects the molten weld pool from harmful atmospheric gases.
- The weld pool solidifies and forms a weld seam.
The GMAW welding process can be semi-automatic or automatic, depending on the type of welding machine. The power, wire feed speed, type of shielding gas, and method of metal transfer affect the quality of the weld.
What are the GMAW welding process adjustments?
GMAW welding process controls include the following parameters:
- Power is the electrical voltage and current that determine the temperature and stability of the arc. Power affects the penetration depth, weld pool width, welding speed, and weld quality. Depending on the type of material, metal transfer method and welding position, the power can be selected from the recommended ranges.
- Wire feed speed is the speed at which the wire electrode is fed to the weld seam. The wire feed speed affects the arc length, weld thickness, amount of weld metal deposited, and spatter. The wire feed speed must be matched to the power to ensure optimal arc length and process stability.
- Shielding gas type is a gas that protects the welding area from atmospheric gases. The type of shielding gas affects arc formation, metal transfer, weld pool cleaning, weld mechanical properties, and process cost. Depending on the material being welded, gases can be inert, semi-inert, or active.
- Metal transfer method is the way in which the molten metal moves from the electrode to the weld pool. The metal transfer method affects arc stability, spatter, spray, powder, and deformation. There are four main methods of metal transfer in GMAW, called drip, short-circuit, spray, and pulsed spray, each with its own properties, advantages, and limitations
Advantages and disadvantages of GMAW welding

GMAW welding has many advantages, such as:
- Easy to learn and use
- High welding and surfacing speed
- Low cost of filler metal
- Versatility and adaptability to different materials, gases and metal transfer methods
- Suitable for manual, mechanized and automated processes
- Easy arc ignition
- Clean and strong weld seams that do not require extensive finishing
GMAW welding also has some disadvantages, such as:
- Limited ability to weld in vertical and overhead positions
- High sensitivity to wind and air pollution
- Need for cleanliness and dehydration of the shielding gas
- Risk of pores, cracks and deformation
Conclusion.
GMAW is a widely used welding method, especially when working with thin or medium-thick metals such as steel, aluminum, and other alloys. It allows you to quickly and efficiently create strong joints without the need for additional equipment for cleaning the metal surface.